This article presents the design and implementation of a device able to generate printer filament from bottles to use on 3d printers. Also, it explains technical concepts as 3D printing and recycling plastics and describes other parts of the developed device.
## I. INTRoDuCCiÓN
continuación se enumeran los temas que involucran este diseño y los aspectos que dieron inicio al proyecto.
### a) Impresion 3D
La impresión 3D es una tecnología de fabricación por adición donde un objeto tridimensional es creado mediante la superposición de capas sucesivas de material. Esta tecnología encuentra uso en campos tales como joyería, calzado, diseño industrial, arquitectura, ingeniería y construcción, industria aeroespacial, industrias médicas, educación, sistemas de información geográfica, ingeniería civil entre otros.
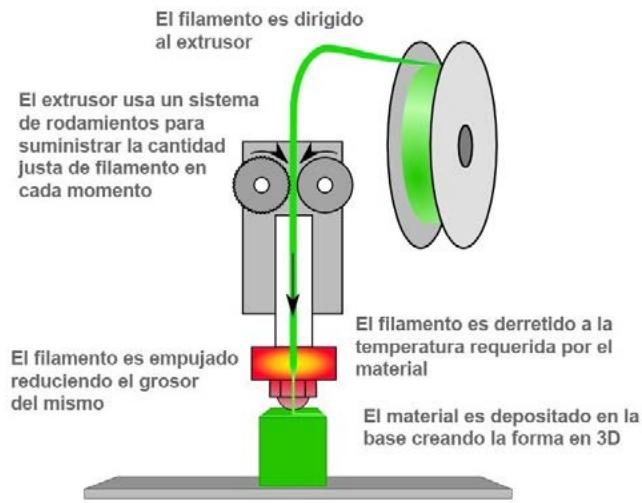
En la actualidad existen tres formas masivamente utilizadas para imprimir en 3D: modelado por deposición fundida (FDM) (Fig. 1), estereolitografía (SLA) y procesamiento digital de luz (DLP) [1]. Aunque todos los tipos utilizan el proceso aditivo, existen diferencias en la forma de construir el objeto.
### b) Reciclaje de plástico
El tereftalato de polietileno, generalmente conocido como PET, es un polímero plástico que proviene de un proceso de polimerización de ácido tereftálico y monoetilenglicol. Su principal uso es la fabricación de botellas y envases y una característica importante de mencionar es que no es un material biodegradable [2].
De acuerdo con el último reporte de la OCDE (Organización para la Cooperación y el Desarrollo Económicos) [3], el mundo produce el doble de residuos plásticos que hace dos décadas [4].
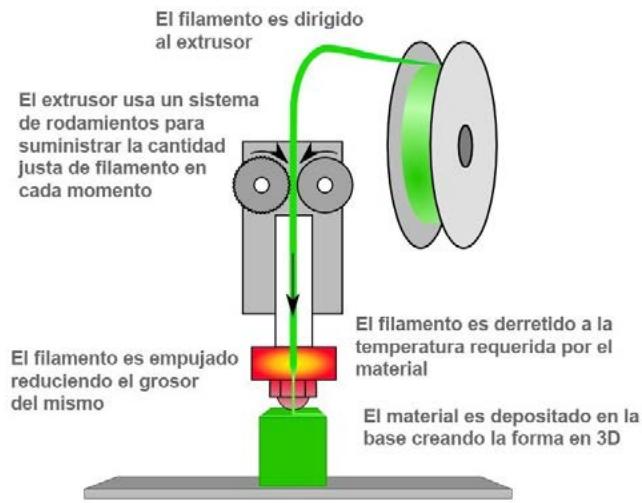 La base y/o el cabezal se mueven en los distintos ejes para colocar el material en la posición correcta Fig. 1: Proceso de construcción 3D por deposición fundida
La producción mundial de plástico a partir su reciclado se ha cuadruplicado, pasando de 6,8 millones de toneladas (Mtn) en el año 2000 a 29,1 Mtn en el año 2019, pero aún representa sólo el $6\%$ del volumen de la producción total de plástico [5].
## II. MOTIVACIÓN Y OBJETIvOS
En reuniones con directores y docentes de distintas instituciones educativas de nivel primario y secundario de todo el país, se expresaron las ventajas que trae el desarrollo 3D en la educación. Sin embargo, varios integrantes manifiestan la falta de material de fabricación para utilizar las impresoras 3D ya instaladas.
Al mismo tiempo que se plantea esta problemática, en las escuelas existen campañas de concientización sobre la ecología y el cuidado del medio ambiente. Mediante un desarrollo innovador, se encontró una forma de generar la materia prima faltante que permita el uso de estos equipos, la cual al mismo tiempo revaloriza la recolección de botellas plasticas y el reciclaje.
A partir de los indicadores sobre la cantidad de botellas plásticas desechadas en el pais [6] y las problematicas en las instituciones educativas que se comentaron anteriormente, el objetivo principal propuesto fue el desarrollo del sistema de control de una máquina recicladora de botellas plásticas tipo PET. Este sistema debe ser capaz de controlar la transformación del plástico reciclado en filamento para uso en impresoras 3D del tipo FDM. Como objetivo complementario se buscó trabajar con elementos tanto electrónicos como mecánicos que pudieran hallarse sin dificulad en el mercado local. Al mismo tiempo el desarrollo de un sistema fácil de implementar permitiría que el dispositivo pueda ser replicado por personas sin amplios conocimientos técnicos.
## III. DIseÑo e ImplementaCiÓn
A continuación se enumeran los elementos que componen esta implementación y los criterios de diseño utilizados.
### a) Kit de desarrollo STM32F1C8T6
La placa de control principal del equipo fue el kit de desarrollo STM32F103 (Fig. 2). La selección de este kit se debe a su buena relación precio/calidad, la posibilidad de adquirirlo en el mercado local y sus adecuadas características técnicas. Esta elección se complementa con la intención del desarrollador del proyecto en interiorizarse en su uso.
 Fig. 2: Kit de desarrollo STM32F103
Entre sus especificaciones se encuentra: un procesador ARM 32-bit Cortex-M3, 64 Kbytes de memoria Flash, 20 Kbytes de SRAM, interrupciones en todos los puertos, 2 conversores A/D de 12-bit, entre otras. La placa es la encargada de comunicar los distintos módulos del proyecto (Fig. 3).
### b) Interfaz de usuario
Este modulo le permite al usuario ejecutar las siguientes acciones:
- Visualizar datos de funcionamiento.
- Activar y desactivar módulos.
- Configurar parámetros de cada módulo.
- Navegar por el menú de configuración.
Para la visualización de los parámetros del equipo se optó por una pantalla LCD2004 (Fig. 4), un expansor de puertos PCF8574 (Fig. 5) y un encoder rotativo de 20 posiciones KY-040 (Fig. 6).
El encoder rotativo se usa para navegar por las distintas pantallas del programa que se muestran en el display LCD. El evento de presión del encoder se utiliza para ejecutar la acción seleccionada o acceder al submenú correspondiente, mientras que el evento de rotación cambia la posición del cursor en la pantalla actual.
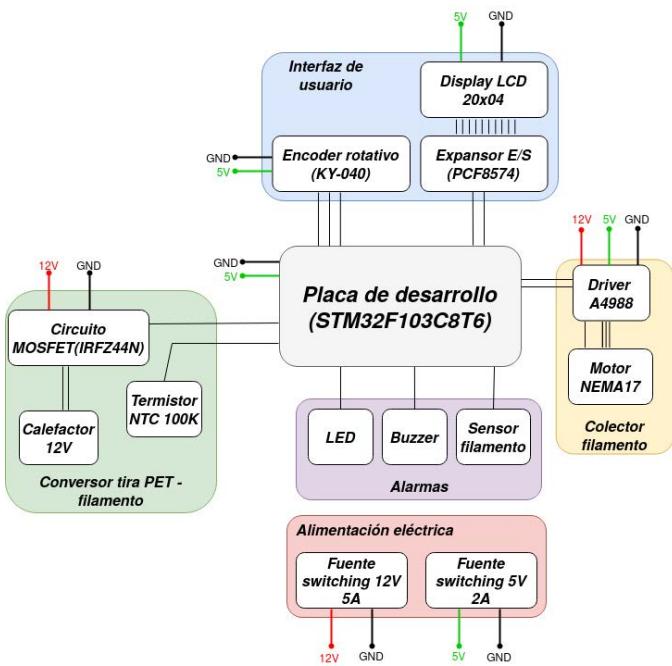 Fi3 Bloques que integran el equipo
 Fig. 4: Display LCD2004
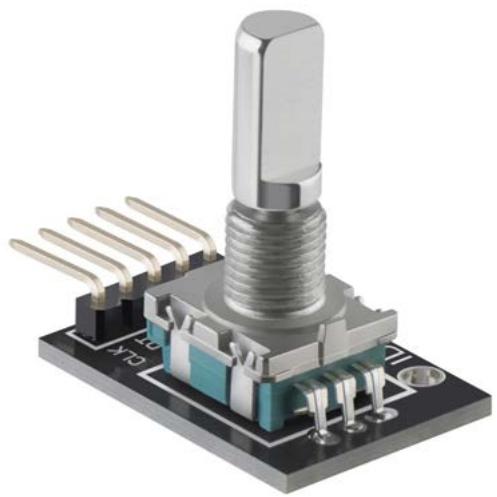
 Fig. 5: Encoder rotativo KY-040
### c) Etapa generadora de filamento
Esta etapa se encarga de transformar la franja de plástico PET en filamento a partir del calentamiento del material y del cambio de su forma. Para lograr esto, se implementó un mecanismo similar al que se encuentra en el extrusor de una impresora 3D, el cual consiste en atravesar filamento plástico por un material caliente a una temperatura que lo derrita o lo ablande. La etapa está compuesta por:
- Una resistencia calentadora de 12 V/40 W (Fig. 7).
- Un termistor NTC 100 k b3950 (Fig. 8).
- Un módulo MOSFET IRFZ44N.
 Fig. 6: Expansor E/S PCF8574
 Fig. 7: Resistencia calentadora junto a bloque de aluminio que funde el plastico PET
El control de la temperatura de trabajo se realiza desde la placa de desarrollo mediante el sensado de temperatura con el termistor y la activación de la resistencia calentadora a través del módulo MOSFET.
### d) Etapa colectora de filamento
La colecta de filamento es la forma de acumular el producto resultante del proyecto para que quede en condiciones de utilizarlo directamente en una impresora 3D. En esta etapa se utilizaron los siguientes elementos:
- Un motor paso a paso SC42STH47-1504-01AF (Fig. 9).
- Un driver A4988 (Fig. 10).
- Piezas mecánicas varias (soportes, poleas, etc.).
El driver es el elemento intermediario entre el motor y la placa de control con el que se maneja:
- Velocidad de giro.
- Reset. -, Dirección de rotación.
Si se modifica la señal que llega al pin de velocidad del driver, se modifica la velocidad de giro del motor. Además de las características mencionadas, el driver maneja la alimentación eléctrica del motor.
 Fig. 9: Motor paso a paso tipo NEMA17
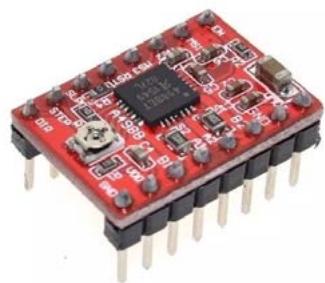 Fig. 10: Driver A4988
### e)Control principal del flujo de programa
Durante el funcionamiento del dispositivo se ejecutan dos tareas principales:
- Mantener la temperatura de extrusión en el valor configurado.
- Mantener el movimiento contínuo del colector de filamento en caso de estar activado.
Debido a esto, la función main() se divide en:
- Sensar la temperatura de trabajo cada 1 segundo.
- Monitorear si el usuario interactuó con la interfaz para cambiar algún parámetro.
f Control de temperatura de trabajo
El usuario debe configurar la temperatura de trabajo para el bloque extrusor de filamento, que moldea la franja de PET que recibe. A nivel firmware, para elevar la temperatura se debe activar el puerto GPIO asociado al calentador, mientras que en caso de enfriar el bloque se lo desactiva.
El cálculo de la temperatura medida se realiza con una look-up table que relaciona la medición del ADC con el valor de temperatura actual. Es interesante destacar que este método es el mismo que utilizan las impresoras 3D [7]. Para la generación de la tabla se utiliza un script [8] obtenido del proyecto RepRap [9] basado en el lenguaje Python [10], donde se cargan los datos relacionados al modelo de termistor, al valor de la resistencia que forma el divisor resistivo, la cantidad de valores que se desee incorporar en la tabla y la tensión máxima tolerada por el conversor ADC.
Luego del cálculo de temperatura se verifica el valor obtenido contra la temperatura configurada y se hace la corrección de ser necesaria. El control que se realiza es de tipo ON/OFF ya que pruebas con un control PID arrojaron resultados muy inestables.
### g) Control de velocidad de motor
El control de velocidad de giro del motor incluido en el colector de filamento se realiza a partir de un timer del microcontrolador, el cual activa una interrupción por desborde. Al ocurrir este evento, dentro de la función callback se ejecutan las siguientes acciones:
- Se verifica si el usuario modificó la velocidad de giro del motor.
- Se cambia de estado el GPIO asociado al pin velocidad.
El usuario puede seleccionar tres valores distintos de velocidad de recolección: 100 mm/min, 200 mm/min o 300 mm/min.
### h) Diseño del montaje mecánico
El montaje del equipo se realizó sobre un gabinete de madera de $480 ~ \mathrm { m m } \times 200 ~ \mathrm { m m } \times 200 ~ \mathrm { m m }$ (Fig. 11), el cual fue acondicionado en su interior para alojar las partes electrónicas y fuentes de alimentación. En el exterior, se instalaron las partes asociadas a la interfaz de usuario, al extrusor de filamento, al sensor de filamento y al colector de filamento (Fig. 12).
## IV. RESULTADOS
Luego del ensamble del equipo, se desarrollaron una serie de pruebas funcionales que incluían la verificación del correcto funcionamiento de las distintas partes del equipo, el analisis del filamento desarrollado y la comparación de este resultado con el rendimiento de otros filamentos plasticos comunmente utilizados en el área de la impresión 3D [11].
Se obtuvieron resultados satisfactorios al ejecutar las pruebas de funcionamiento sobre la navegación sobre el menú del equipo, sobre la estabilidad de la temperatura de trabajo una vez alcanzada y sobre la velocidad de filamento por parte de la etapa colectora.
El proceso de transformación del plástico PET permitió cuantificar el filamento producido según el volumen de las botellas comúnmente usadas como envases de bebidas en el mercado local. Para el conteo del filamento generado por botella, se procesaron: cinco botellas de $500 ~ \mathrm { m } |$, cinco botellas de 1,5 I, cinco botellas de 2 1 y cinco botellas 2,25 I.
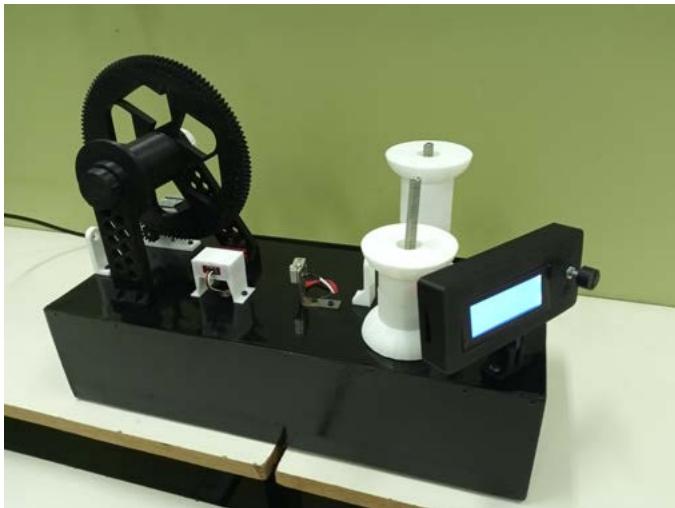 Fig. 8: Termistor NTC 100k comunmente utilizado en impresoras 3D
 Fig. 11: Montaje final del equipo
A partir del promedio, los resultados fueron los siguientes:
- 4 m de filamento a partir de una botella de 500 ml
- 9 m de filamento a partir de una botella de 1,5l
- 10 m de filamento a partir de una botella de 2 1
- 12 m de filamento a partir de una botella de 2,25 l
Todos los filamentos resultados presentan un diámetro de 1,75 mm. A partir de los resultados obtenidos y teniendo presente que en promedio las bobinas comerciales presentan 320 m de filamento plástico, se requieren las siguientes cantidades de botellas para lograr esa longitud:
Además se realizaron pruebas de impresión 3D, las cuales permitieron analizar y comparar piezas mecánicas producidas con el filamento producido y filamentos comerciales [12]. Las piezas resultantes (Fig. 13 y Fig. 14) tienen dimensiones de entre 1,5 cm y 2 cm. La impresora 3D utilizada fue Replikat M5 Extendida, configurada con los siguientes parámetros:
- Altura de capa: $0,4 \mathsf { m m }$
- Diámetro de boquilla: $0,4 \mathsf { m m }$
- Velocidad: 30 mm/s
- Temperatura de extrusión: $245 \mathrm { { \circ C } }$
- Temperatura de cama: $80 ^ { \circ } \mathrm { C }$
 Fig. 12: Montaje de interfaz de usuario, etapa extrusora y etapa colectora de filamento
 Fig. 13: Muestras de pequeñas piezas impresas con filamento PET reciclado Fig. 14: Muestras de pequeñas piezas impresas con filamento PET reciclado
Respecto a la comparación con otros materiales no reciclados comúnmente utilizados en el área como PLA (polylactic acid) y ABS (Acrylonitrile Butadiene Styrene), se realizó la impresión de un cubo de 10 mm x 10 mm x 10 mm con ambos materiales y con filamento producido desde botellas PET (Fig. 15). La prueba se realizó sobre una impresora 3D Trimaker Nebula. Para el momento de la impresión con PET, se configuró el equipo con los siguientes parámetros:
- Altura de capa: 0,3 mm
- Diámetro de boquilla: $0,4 \mathsf { m m }$
- Velocidad: 20 mm/s
- Temperatura de extrusión: $250 \mathrm { { } ^ { \circ } C }$
- Temperatura de cama: $90\%$
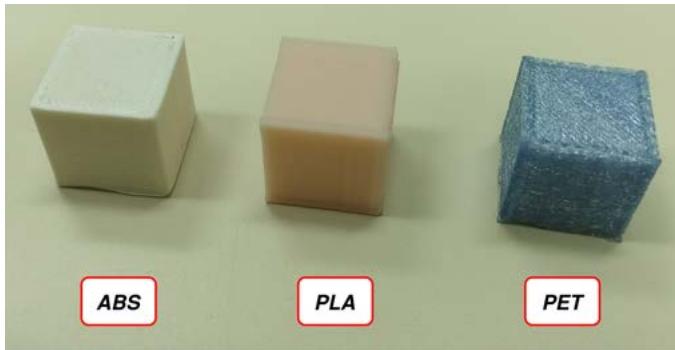 Fig. 15: Comparativa de piezas impresas en ABS, PLA y PET reciclado
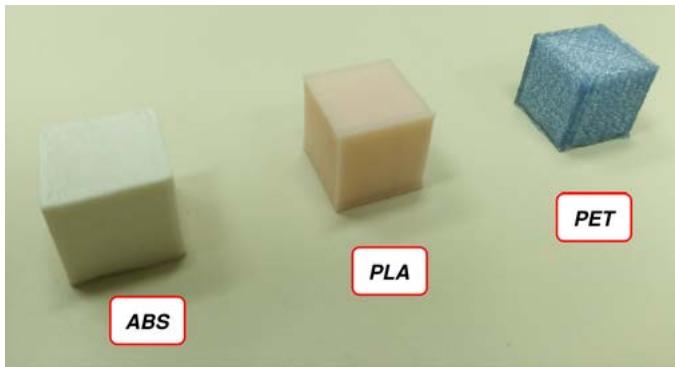 Fig. 16: Comparativa de piezas impresas en ABS, PLA y PET reciclado
Los resultados muestran considerables diferencias respecto a la terminación de las piezas impresas en ABS y PLA respecto a la pieza impresa en PET. Si bien la geometría de las piezas impresas no requiere un nivel de detalles exigente, en la práctica puede considerarse que el PET es un material noble para trabajar con piezas donde se requiera un elevado nivel de resistencia mecánica por sobre un gran nivel de detalles en la terminación de la pieza [13].
Otro aspecto no menor para hacer referencia es la continuidad del filamento producido a partir del filamento de dos botellas plásticas distintas. En la práctica, no se logró la continuidad de dos franjas PET previo al proceso de termoformación, al cruzar la franja de PET por el pico caliente. Esto ocurrió debido a que en las zonas donde se produce la unión de ambas franjas de PET, la termoformación se volvía más compleja al encontrarse más material a procesar. Esto generó que no puedan realizarse pruebas sobre impresiones de dimensionar más grandes que las descriptas anteriormente.
## V. CONCLuSiONES
El presente trabajo surgió de la necesidad de generar un mecanismo para articular el reciclaje de plásticos y la innovación tecnológica del diseño 3D en las instituciones educativas. Se logró diseñar e implementar un prototipo de un equipo que transforma el plástico PET de botellas descartables en filamento para uso en impresoras 3D.
En cuanto al cumplimiento de los objetivos, el prototipo permite efectivamente procesar el plástico de botellas PET para transformarlo en filamento apto para uso en impresoras 3D. Además, la interfaz de usuario permite el control de los distintos módulos del proyecto de forma fácil y clara. En cuanto a los objetivos no alcanzados, no se logró el almacenamiento de los metros de filamento generados. Al consultar, el cliente manifestó que esa característica no era de real importancia en el resultado final, con lo cual, fue descartado con su debido aval.
## VI. Trabajo Futuro
Con el objetivo de producir más filamento reduciendo los tiempos requeridos, se pueden identificar las siguientes oportunidades de mejora y ampliación:
- Agregar una segunda etapa extrusora y de recolección de filamento.
- Ampliar la interfaz de usuario para el manejo de los agregados comentados en el ítem anterior.
- Desarrollar un módulo de soldadura para unir dos filamentos creados y lograr una extensión mayor de la lograda en la actualidad.
- Desarrollar un control de temperatura mediante control PID con un sistema de autotune de parámetros, como ejecutan en la actualidad las impresoras 3D.
## VII. AGRADECIMIENTOS
El autor agradece a la dirección del Centro de Formación Profesional N°8 - SMATA por la confianza en la idea y los aportes económicos que permitieron el desarrollo, al director del proyecto, el Ing. Nicolás Latorre, por su buena predisposición y calidad profesional y a mi familia por la contención y apoyo incondicional en estos desafíos.
Generating HTML Viewer...
References
13 Cites in Article
B (2021). Tipos de impresoras 3D y técnicas de impresión: una rápida visión en conjunto.
S Estació Qué es el PET? características, usos y aplicaciones.
(2022). Global Plastics Outlook: Plastic waste in 2019 (Edition 2022).
Ecoplas Contenido de plástico reciclado en productos.
C Bremer (2022). LA GESTIÓN DE LOS RESIDUOS POR EL SECTOR PÚBLICO:.
M Ensinck (2017). Basural PET: en la Argentina se tiran 12 millones de botellas de plástico por día.
Reprap (2019). RepRap:.
T Code (null). Table 7: GitHub repositories for multilingual source code projects of hate speech..
Reprap Welcome to RepRap.org.
P Foundation Python.
Alaeddine Oussai,Zoltán Bártfai,László Kátai (2021). Development of 3D Printing Raw Materials from Plastic Waste. A Case Study on Recycled Polyethylene Terephthalate.
B Mutiva (2018). Developing Filament Extruder and Characterization of Recycled High-Density Polyethylene for 3D Printing Filament Material.
No ethics committee approval was required for this article type.
Data Availability
Not applicable for this article.
How to Cite This Article
Esp. Ing. Nicolás Vargas Alice. 2026. \u201cDesign of Embedded System for Recycling Machine of PET\u201d. Global Journal of Research in Engineering - F: Electrical & Electronic GJRE-F Volume 23 (GJRE Volume 23 Issue F2): .
Explore published articles in an immersive Augmented Reality environment. Our platform converts research papers into interactive 3D books, allowing readers to view and interact with content using AR and VR compatible devices.
Your published article is automatically converted into a realistic 3D book. Flip through pages and read research papers in a more engaging and interactive format.
This article presents the design and implementation of a device able to generate printer filament from bottles to use on 3d printers. Also, it explains technical concepts as 3D printing and recycling plastics and describes other parts of the developed device.
Our website is actively being updated, and changes may occur frequently. Please clear your browser cache if needed. For feedback or error reporting, please email [email protected]
Thank you for connecting with us. We will respond to you shortly.