## I. INTRODUCTION
Standard definition of cavitation is widely accepted at a lot of national standards, so cavitation is the formation and subsequent collapse, within a liquid, of cavities or bubbles that contain vapor or gas, or both, in the ASTM G32-03 standard. If the cavitation is markedly progressed, than may cause significant implications at surface, up to the damage(s). From such definition and approach, the appearance of cavitation is monitored as result only from the hydrodynamic influences. It is believed that careful machining (for low roughness for example) of turbine runner or other components is obviously, while other tasks often are neglected or remain undefined. In analysing the hydrosystem one can found just general constatations that turbine should be reliable and, of course, needs quality components. It is an abstraction approach but not enough for producing a good component, here means a water runner. The cavitation could not be fully avoided but only decreased.
Materials for building of any hydraulic component should be carefully chosen. It is clear that flowing water continuously is in contact with the turbine runner, and from that point is clear that used material must be kind of stainless steel. The hardness of such stainless steel should be on a higher level than at other structural steels, because the increased hardness usually is welcome for achieving higher strength, and however for improving the resistance to cavitation progress. It is stated that martensitic kind of stainless steel represents the good choice as material for water turbine runner.
Every shock wave acts firstly as the compressive and then tensile stress. Cavitation may lead to the material erosion, is enhanced by vibrations and noise. So, the major mission for engineers is to understand the mechanisms of cavitation appearing and lowering its level. One useful approach is first to understand and change the metal properties, if is needed just from the melting (it means refining, applying stabilizing elements, carbide or nitride formers for strenthening an alloy, improving the corrosion resistance, etc.) and up to the servicing periode (when fluid mechanics plays an important role). Heat-treating methods, as quenching does, may bring up an imroving of mechanical properties but usually are not available for large runners, main reason for that is distorsion after heating up to the pretty high temperatures. So, (micro) alloying and coating technologies (for deposition hard coatings) may play an important role for farther decreasing the cavitation level, generally both for hydro- or thermopower elements, but the complex geometry of those components still is a great problem. Here will be discussed some specific important material properties, which one need to know for successfully decreasing hydrocavitation and damaging at surface of water runner, made from stainless steel, comonly martensitic class.
There are many questions about the metallurgical treatment of every turbine component: what main alloying elements should be used, kind of microalloying elements, refining and casting procedures, kind and amount of non-metallic inclusions, dendritic shape, grain size, kind of heat-treatment and obtained microstructure, mechanical properties, (braze) welding, kind of coatings to be used, etc. Most of these questions depend of the nature of flow water, water acidity/alkalinity, presence of abrazive particles (commonly $\mathrm{SiO}_2$, $\mathrm{CaCO}_3$ ), or from influences. Any hydrosystem infact is both simple but a complex. When the machine components were exposed to cavitation to a relatively long time, erosion will occurs. As the erosion represents progressive loss of original material from a solid surface, some solutions for surface protection may be applied [18-24]. These factors do not belong to the hydraulics, and need some detailed explanations.
## II. DEMANDED PROPERTIES OF USED MATERIAL
For achieving the projected properties, either mechanical or technological, that product must possess, many facts should be known, but keep in mind that most of those properties may be achieved just at the periode of metallurgical making of an alloy. More precisely, the alloying elements must satisfied demands for higher hardness, strength, also a good corrosion resistance. Another important demand in producing a water runner lies in its complex geometry, Fig. 1.
 a)
 b) Figure 1: Two types of ranners for: a) Francis and b) Pelton turbine For achieving the desired shape of water runner, casting is commonly applied and used material (stainless steel) also must possess a good fluidity for fulfilling such complex mold cavity. The structural stainless steel used for this purpose belongs to martensitic class, it means the contest of about $0,3\%$ carbon and up to $12\%$ chromium, for achieving the good corrosion resistance and durability. As those martensitic steels show pretty low ductility they need some amount of nickel. The deoxidation of melted steel is an obvious operation, at least by aluminium, silicon or better with more effective elements to react with oxygen from melted steel, as titanium does, or other deoxidizers which may react with sulfur and/or phosphorous.
For stabilizing the structure, into such steel should be added carbide or nitride forming elements, as titanium and vanadium are, rarely is used zirconium. Copper may be added for improving the corrosion resistance. It is well established that as-casted products have no mechanical properties on the level as deformed (forged or rolled) material, and from that point of view into the used alloy should be carefully added (micro) alloying elements. These elements will lowered intergranular corrosion and cavitation/erosion phenomena.
Microlloying elements are adding to react with carbon, nitrogen, rarely boron, at the same time they may be partially dilluted into ferrite or austenite, so their another important role is in refining the grain size. Exactly, it is expected that large crystal grains as well as dendrites will be refined, after that almost both mechanical and servicing properties will be markably improved.
## III. SOME EXAMPLES OF CAVITATION AT FRANCIS TURBINE RUNNER
Few characteristic examples of cavitation at Francis turbine blades are shown in Fig. 2.
 a)
 b)
 c)
 d) Figure 2: Few examples of generated cavities on blades a) and b); seriousa damage c) and d) at Francis turbine runner surface
From. figs. 2b) and c) is clear why cavitation deplets the performance not only at the blade nut the whole turbine equipment.
## IV. CAVITATION AND GRAINSIZE
Grain size plays an important role in strengthening of solid solution [1-6,20], but in these discussions such approach is not of primary interest. Concept of hydrodynamic cavitation consists from the process of: vaporisation, than bubble formation and after that bubble implosion, which finally are resulted in cavitation. From the metallurgical view the cavitation level is amplified if in the structure of turbine runner material are present large crystal grains. Mechanical properties of used material as well as chemical composition commonly undergo to detail control, but it seems that such approach was not enough.
As turbine runners usually are produced by casting it is expected the larger crystal grains than in deformed metal, indeed. The size of crystal grains effectively may be changed in processes of plastic deformation processes (forging, rolling) and/or by heat-treating (quenching), but those processes are useless for components with complex geometry, as turbine runner does. So, the grain size should be controlled in the periode of casting, just before solidification of melt begins. For that purpose serve numerous elements, so called grain refiners, almost known are Ti and V, which at the same time made carbides and/or nitrides. For strengthening may be used W or Mo, for forming carbides but they also may forming so called intermetallic compounds. All of those metals are welcome into the steel for making a water runner, the only limitation might be their price.
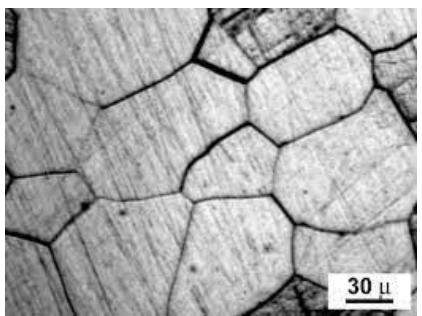
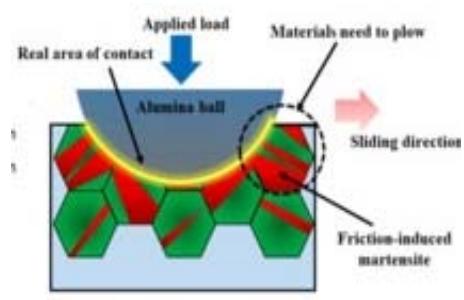
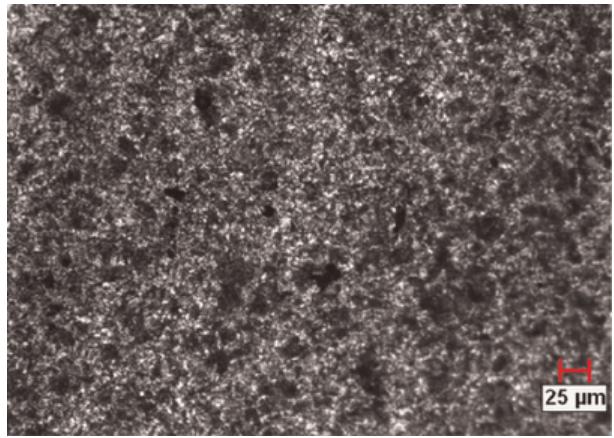
One metallographic view at a steel microstructure could be seen from Fig. 3a), where dark fields usually consist of impurities. The metallographic approach is well known and applied in the whole metallurgy. Such impurities are not welcome at any steel, particularly at qualitative steel. Harder compounds frequently are distributed along the grain boundaries, if so than the ductility is lowered. The grain size implies the kind of wearing under load. During servicing periode the surface of a watter runner is also loaded, so the mechanism of damaging or cavitation along the grain borders near the surface, however, is not same as in wearing [20], but may be similar according to skethes from figs. 3b) and c).
 a)
 b)
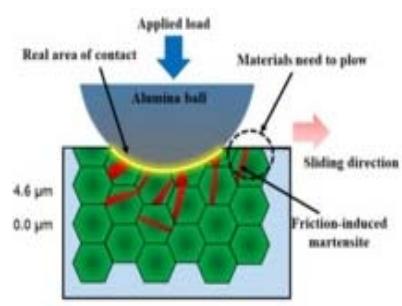 c) Figure 3: Microstructure of one steel with impurities at grain borders a); schematic representation of wearing under load at: coarse b) and fine c) crystal grains [20]
It is needed to underline that possible cavitation mechanism may be described as follow: the damaging along the borders of coarse (large) crystal grains easily will widespread out, Fig. 3b), while the fine (smaller) grains become a barrier for widespread along grain borders, and than the damaging will be lowered, Fig. 3c).
The grain size is well defined in metallography [1-6] and at many national standards.
### a) Shape of Crystal Grins
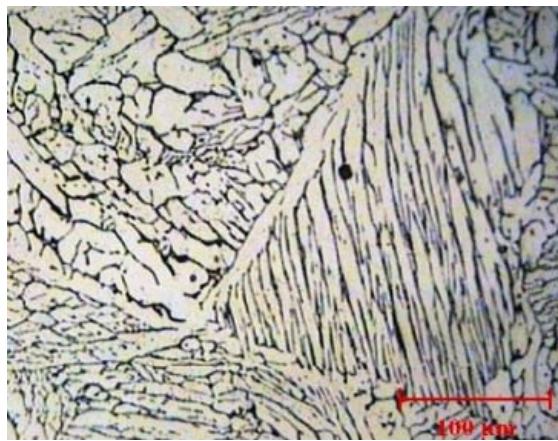
As mentioned, the large grain size are not welcome but another attention should be paid on the shape of grain size. The care for obtaining the fine grains must beggars just in the periode of solidification, exactly in foundry production. How looks like one dendrite structure is shown in Fig. 4a). Large dendrites, however, must be avoided, and for their refining serve metallurgical approaches. Heat-treating of water runner is applicable on a limited manner, and this fact represents a shortage. Keep in mind that geometry of such product is complex. so the quenching is impossible, and than only an annealing operations are applicable, as normalizing or normalizing+tempering. Tempered martensite offers advantage for improving the toughness.
 a)
 b) Figure 4: Dendrite structures after casting stainless steel with dominant: a) austenitic and b) martensitic (mixed with ferrite and bainite)
It is worthy to mention that dendrite structures, as like in Fig. 4a), frequently are more characteristic for austenitic type of stainless steel than in martensitic steel, Fig. 4b). Anyway, great martensitic needles even plates should be avoided in the structure. If coarse grains dominate into microstructure, than as a result between large dendrites will be produced greater level of cavitation than at fine grain material. The hydrocavitation is pretty well explained by hydraulic manner, for example: the shock wave first produces a compressive stress on the solid surface, and then when it is reflected, produces a tensile stress that is normal to the surface. But, the resistance to such shock waves also depends, however, from the kind of used material and its production history during metallurgical treatment(s).
## V. INFLUENCE OF NON-METALLIC INCLUSIONS ON STEEL PROPERTIES
The influence of non-metallic inclusions on the properties of solidified any metal, also on steel, is great, however in a negative sence. With the presence of nonmetallic inclusions in steel, the strength properties (tensile strength or yield point) will be decreased. while the toughness properties will be markable lowered. Presence of any kind of non-metallic inclusions are favorable places for cavitation appearing, so their amount must be controlled.
### a) Assessment of Amount of Non-Metallic Inclusions
The evidence of presence of an amount of nonmetallic inclusions into metals, indeed at steels, could be assessed indirectly by one or more mechanical test methods. But more closely assessment of the presence of non-metallic inclusions is providing only by using a metallographic examination. The national standards of many industrial countries recognized the need for successful assessing the amount of non-metallic inclusions, based on the microscopic examinations. Scale for microscopic assessing of amount and shapes of non-metallic inclusions for one important group of steels is standardized, in Fig. 5. is illustrated just one part from standard [13]. There are, however, another important types of inclusion, as oxide and silicate types. All of them show detrimental effect on material properties, and may represent difficulty for applying a kind of protective technology for decreasing coefficient of friction and lowering the wear rate.
Figure 5: Part of a scale for metallographic observation of two types of non-metallic inclusions (black spots) in bearing steel 100CrAl
<table><tr><td></td><td colspan="2">A
Sulfide type</td><td colspan="2">B
Aluminate type</td><td></td></tr><tr><td></td><td>fine
thick to 4μm</td><td>coarse
thick to 6μm</td><td>fine
thick to 9μm</td><td>coarse
thick to 15μm</td><td></td></tr><tr><td>1</td><td></td><td></td><td></td><td></td><td>1</td></tr><tr><td>2</td><td></td><td></td><td></td><td></td><td>2</td></tr><tr><td>3</td><td></td><td></td><td></td><td></td><td>3</td></tr><tr><td>4</td><td></td><td></td><td></td><td></td><td>4</td></tr><tr><td>5</td><td></td><td></td><td></td><td></td><td>5</td></tr></table>
This steel commonly is used as a bearing material. However, this kind of steel is not same as steels usually applied for water runner at hydroturbine, but those pictures on a good manner illustrate the distribution of non-metallic inclusions, in this case into (hot) rolled bars. The level and/or shape of non-metallic inclusions at as-casted steels are not identical as in deformed material, but it is well known that at as-casted
structure the non-metallic inclusions usually are greater than in deformed material. The scale commonly is deided into four columns, here are shown two types, from the most known non-metallic inclusions groups: sulfides, aluminates, silicates and/or globular oxides, and every column is graduated into five levels (1-5), from the smallest to greater one, see Fig. 5. On this way the content of non-metallic inclusions must be strictly controlled, especially at qualitative steels.
Even small defects such as corrosion pits are critical for fatigue. Large non-metallic inclusions have a detrimental influence on cavitation level.
Farther, fatigue cracks at any machine component can start from intrinsic defects, mostly from nonmetallic inclusions, which may significantly influence on the lowering the servicing characteristics, here is mentioned the fatigue strength.
## VI. COATING METHODS FOR HYDRAULIC COMPONENTS
A lot of hydraulic components are protected by using an anticorrodive and hard coatings. Susch coating (layer) besides good anticorrodive must poses also good antifriction properties. For obtaining desired coating (layer) on hydraulic components, there are available different techniques which belong to one of the next principal groups:
- Electrolytic (galvanic) methods,
- Electroless (chemical) methods,
- Metallizing and
- Thermodiffusional methods.
Those methods are applicable on many hydraulic components, but water runner makes a problem for deposition, first of all from its great gabarit and complex geometry.
At first three methods the coatings are obtained by deposition of the layer material, while at the fourth method the layer is formed by diffusion. Diffusion (as nitriding) requires elevated temperatures, after that the treated component will be deformed. The adhesion of diffusion layer is greater than layers deposited by other techniques. Coatings deposited either by electrolytic or electroless method are similar but there exist some principal differences, as shown in Fig. 6.
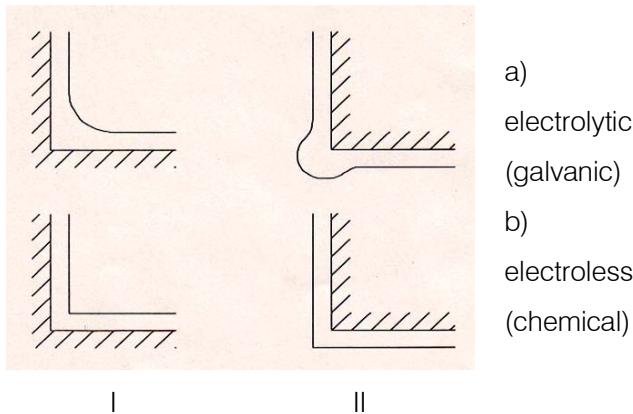 Figure 6: Principal geometrical characteristics between: a) electrolytic and b) electroless deposition; at inside (I) or outside corners (II)
The electrolytic deposition is pretty well known, one of the most known is hard chromium, so it would not be farther discussed here.
### a) Electroless (Chemical) Nickel
Nickel has long been used as a plating material because of its excellent appearance coupled with good corrosion resistance. Prior to 1946, nickel coatings were applied to most substrates by using electricity (electroplating). Since that time methods have been developed that allow electroless nickel plating on most metals and also on many nonmetallic substrates. Most electroless nickel coatings contain from 5 to $15\%$ phosphorus + boron.
Also, unlike electrolytic nickel, the thickness of electroless deposits is distributed evenly over the entire surface, compare Figs. 6a) and b), even at parts with complex geometry. Blind holes, threads, small diameter holes, recesses or internal areas receive the same amount of plating as sharp corners, edges or curved (concave or convex) surfaces. On such way, close tolerances can be maintained - for hydraulics it is of an extra importance.
With proper surface preparation, excellent adhesion can be obtained. As plated, electroless nickel deposits have an average microhardness of 500- $550\mathrm{HV}_{0.5}$. This can readily be increased to approximately 1,000HV by heat treating (age hardening) at $400^{\circ}\mathrm{C}$, but this temperature also is unavailable for water runner of Francis turbine.
Farther, the risk of damaging the water runner after electroless nickel is deposited, lies if parrent metal possesses a remarkable amount of non-metallic inclusions.
### b) Metallization
Although for metallization could be applied wide spectrum of materials, including a pretty hard materials (oxides, carbides or nitrides), but those methods are unavailable for machine components with complex geometry, as runner does.
All of those facts one should to knows very well before trying/applying to protect the surface of any kind of turbine blades.
## VII. CONCLUSION
Cavitation, as an unavoidable problem, in practice rather is considered on hydrodynamic manner than from aspect of material properties. The local control of cavitation level, however, is of importance, but control only this characteristic will not gives a satisfied result. It means that the care for grain size and all other properties, which are needed for a final product, should start just at the making choice of (micro) alloying elements, melting & refining processes and heat-treatment in producing the water runner. Precise machining of any hydraulic components is understanding.
Chosen steels for production hydraulic components usually possess a good mechanical and anticorrosive properties, but eventhough damaging on cavitation manner is appearing. The regular control of chemical composition (on main alloying elements as well as microalloying elements), and mechanical properties (hardness, strength, toughness) of used material should be advanced, in the sence for more detailed control about grain size and non-metallic inclusion contest.
Non-metallic inclusions are one of the key factors in determining the quality of used steel, indeed for a cavitation appearance. If those inclusions are large and in great amount than the cavitation will be advanced, at the same time with reduced the servicing life.
As shown above, the problem of cavitation should not be considered only on a hydraulic manner but taking account the state of the material, it means properties after melting, refining, using (micro) alloying elements, casting and/or heat-treating of used steel, also possibilities for applying a coatings, here is represented on the case of water runner from Francis turbine, but those procedures are available to other versatile hydraulic components.
Generating HTML Viewer...
References
25 Cites in Article
E Rollason (1973). Metallurgy for beginners. By E. C. Rollason, Pp. viii + 272, with 155 figures. London: Edward Arnold & Co., 1939. 10s. net.
R Reed-Hill Physical Metallurgy Principles.
V Kudrin (1989). Metallurgija stalji.
H Šuman (1965). Metalografija, in Serbian.
A Yu,A Geller,Rakhstadt (1987). Science of materials.
Yu (1977). Lakhtin: Engineering Physical Metallurgy and Heat-treatment.
F Gelin (1987). Metalličeskie materialji.
J Burja,F Tehovnik,M Godec,J Medved,B Podgornik,R Barbic (2018). Effect of electroslag remelting on the non-metallic inclusions in H11 tool steel.
Carlo Mapelli,Paolo Nolli (2008). Formation Mechanism of Non-Metallic Inclusions in Different Stainless Steel Grades.
A Vasconcellos Da Costa E Silva (2018). Non-metallic inclusions in steels -origin and control.
C Srps A4.
G Keller,W Weiss,W Ranke,R Schlögl (2001). Bulk and surface phases of iron oxides in oxygen and water atmosphere at low pressure.
M Zlatanović,A Kunosić,Z Karastojković,Ž (2003). Đurišić: Debljina i tvrdoća zone jedinjenja pri impulsnom plazma nitriranju čelika Č1530.
Zoran Karastojković,Jasmina Pekez,Radiša Perić (2021). THE ROLE OF CERIUM AND PRASEODYMIUM AS RARE-EARTH ELEMENTS IN FILLER METAL FOR BRAZING DIAMOND – AN OVERVIEW.
Hiroshi Tanei,Yasumitsu Kondo (2016). Strain Development in Oxide Scale during Phase Transformation of FeO.
Zoran Karastojković,Milan Miladinov,Miroslav Miladinov (2022). Characteristics of MIG braze welding.
Pardeep Kumar,R Saini (2010). Study of cavitation in hydro turbines—A review.
Per Larsson,Joby Kochumalayil,Lars Wågberg (2003). Oxygen and Water Vapour Barrier Films with Low Moisture Sensitivity Fabricated from Self-Crosslinking Fibrillated Cellulose.
M Fomitchev-Zamilov Cavitation-induced fusion: proof of concept.
Natalia Gryzunova,Olga Romanchenko,Usmon Karimov,Fatimat Ulbasheva,Elena Gromova (1972). Modern dividend policy strategies for sustainable socio-economic development.
Vladislav Arzamasov (1985). Fraud with Land Plots.
Yu Tianchen (2021). A Review of the Research on the Influence of Cavitation and Abrasion on Hydroturbine Performance.
Wen-Tao Su,Wei Zhao,Maxime Binama,Yue Zhao,Jian-Ying Huang,Xue-Ren Chen (2022). Experimental Francis Turbine Cavitation Performances of a Hydro-Energy Plant.
D Gabe (1972). Principles of metal surface treatment and protection.
Milan Piljak (2022). TRGOVINSKA KOMORA NR SRBIJE 1952–1962 GODINE: POKUŠAJ KONTROLE I INTEGRACIJE SRPSKE PRIVREDE U POSTPLANSKOM SISTEMU.
No ethics committee approval was required for this article type.
Data Availability
Not applicable for this article.
How to Cite This Article
Zoran Karastojković. 2026. \u201cMight be Hydrocavitation Monitored only on Hydraulic Manner and Laws\u201d. Global Journal of Research in Engineering - A : Mechanical & Mechanics GJRE-A Volume 23 (GJRE Volume 23 Issue A1): .
Explore published articles in an immersive Augmented Reality environment. Our platform converts research papers into interactive 3D books, allowing readers to view and interact with content using AR and VR compatible devices.
Your published article is automatically converted into a realistic 3D book. Flip through pages and read research papers in a more engaging and interactive format.
Our website is actively being updated, and changes may occur frequently. Please clear your browser cache if needed. For feedback or error reporting, please email [email protected]
Thank you for connecting with us. We will respond to you shortly.