In the current economic scenario and post-pandemic business resumption, the companies are pressed to look for efficient alternatives that reduce costs and provide productive wins. The lean philosophy as well as its organizational improvement methodology is a powerful factor in improving processes, identifying waste, and increasing productivity and efficiency in the productive chain. The lean manufacturing has the purpose of identifying and eliminating waste and looking for perfection in the products, always focusing on the client’s vision. This work was carried out in a metallurgical company and had as its main objective to analyze the impact of the lean philosophy in the company and identify the benefits provided by process improvement applications in a medium-sized enterprise. This work used the action research method, which collected information and processes analysis directly in the factory environment for the subsequent development of strategies and improvement plans. Through the application of lean and after the improvement’s implementation, it was noted that the lean philosophy and the process improvement generated high productivity gains in the organization, in addition to savings, security, efficient management control, waste reduction, space optimization, process standardization, organization and quality assurance.
## I. INTRODUÇÃO
iante de um mercado altamente competitivo e em meio de uma revolução industrial, as empresas precisam rever seu modelo industrial e buscar alternativas que aprimorem seus métodos operacionais afim de reduzir custos e aumentar a produtividade. O leanmanufacturing é uma filosofia oriunda do Sistema Toyota de Produção que visa eliminar todo e qualquer desperdícioe busca a perfeição na qualidade de seus produtos e processos. Esta busca constante por melhorias é um dos fatores que norteiam esta filosofia e fazem com que ela seja escalável para qualquer segmento industrial. Ainda, este modelo tem o cliente como foco em todo seu modelo gerencial, pois é este quem dita as regras às quais os negócios precisam se adequar para atender suas necessidades.
Este trabalho foi realizado em uma empresa metalúrgica de médio porte, situada em Santa Rosa, no Rio Grande do Sul, na qual foram constatados diversos desperdícios industriais e oportunidades de melhorias. Assim, esta pesquisa teve a seguinte problematização: qual é o impacto que a aplicação da filosofia lean proporciona à empresa e quais os benefícios que a melhoria de processos proporciona à mesma?
O objetivo geral do trabalho é analisar o impacto da filosofia enxuta na organização e identificar os benefícios proporcionados pela aplicação de melhorias de processos. Este objetivo desdobrou-se nos seguintes objetivos específicos: identificar e analisar os desperdícios industriais, identificar oportunidades de melhorias, implementar as melhorias e analisar seus benefícios.
Esta pesquisa justifica-se pelo fato de comprovar a eficácia e as vantagens da utilização da filosofia lean em uma indústria metalúrgica, evidenciando seu impacto após a aplicação das melhorias de processos, bem como enaltecer os seus benefícios e os seus reflexos ao longo da cadeia produtiva.
## II. REfErENCial TEórico
A filosofia lean tem o potencial de melhorar a capacidade produtiva de qualquer empresa. Os seus conceitos básicos são a eliminação de desperdícios, alcançando o máximo de eficiência das linhas produtivas. Por outras palavras, o lean não é uma finalidade, mas sim uma estratégia, um caminho a seguir e as ferramentas são a forma de operacionalizar essa mesma estratégia (PINTO, 2008). O lean surge como uma forma de modificar os processos produtivos das organizações, buscando mantê-las enxutas o suficiente para que as atividades e os processos de produção sejam realizados com o maior aproveitamento possível (BARRETO et al., 2022).
O leanmanufacturing está presente nas organizações como forma de aprimorar o processo de produção, evitando desperdícios, otimizando processos, possibilitando a localização de necessidade de melhorias (RODRIGUES, 2016).De acordo com Womack e Jones (2004), o lean se fundamenta em cinco princípios: (1) Valor: É o conjunto de caraterísticas pretendidas pelo cliente; (2) Fluxo de Valor: Analisar e apontar quais os processos que acrescentam valor ao longo de todo o sistema produtivo, desde os fornecedores ao cliente; (3) Fluxo contínuo: sem esperas, sem estoque intermediário e sem movimentações desnecessárias; (4) Produção puxada: De acordo com os pedidos do cliente, onde um processo inicia-se apenas quando o precedente o pedir; (5) Perfeição: Através de um processo de melhoria contínua.
Segundo Liker (2005), as melhorias oriundas da disseminação desta filosofia são obtidas através de um estudo detalhado dos problemas encontrados. Para Tavares (2018), a eliminação dos desperdícios, a necessidade em aperfeiçoar os processos e fomentar o bem-estar dos colaboradores contribui para a otimização da competitividade de forma sustentável. Conforme Ohno (2006), no Sistema Toyota de Produção ou Lean existem sete tipos de desperdícios que podem ser encontrados: superprodução,tempo de espera, estoque, transporte desnecessário, movimentações desnecessárias, processo excessivo, produtos defeituosos.
Olean vai muito além de eliminar o desperdício, pois busca sempre a melhoria contínua nos processos da organização. Essa melhoria engloba desde troca de informações, arranjo físico, limpeza e organização até padronização e mapeamento de fluxo entre outros. Todas essas medidas, quando bem aplicadas, vão gerar a eliminação ou redução dos desperdícios (SILVA, 2017). Os estudos sobre análise e melhoria contínua visam uma análise sistêmica da situação atual na organização, para a detecção de atividades e processos que podem ser melhorados, como gargalos e ineficiência, controles e integração com outros processos, com objetivo de definir suas metas e objetivos, o fluxo de trabalho e, assim, contribua de forma significativa (BARRETO et al., 2022).
## III. METODOLOGIA
Este trabalho foi realizado em uma empresa metalúrgica, situada em Santa Rosa, no Rio Grande do Sul. O estudo foi realizado mediante o acompanhamento diário das atividades operacionais e dos processos de fabricação. Foram utilizadas algumas ferramentas de qualidade para identificar problemas e encontraroportunidades de melhorias; osoftware Excel para a elaboração de planilhas, gráficos e tabulação de dados; o pacote Office para a elaboração de registros e documentos; registros fotográficos para comparação entre a situação atual e pós melhorias; e o softwareSolidWorks para a elaboração de layouts e mapeamento dos processos.
Utilizou-se a abordagem de pesquisa-ação, onde o pesquisador e equipe trocam informações para identificar desperdícios, apontar oportunidades de melhorias, coletar dados e informações e fazer análises das mesmas. Além disso, fez-se também observação direta e acompanhamento detalhado das atividades de fabricação, pesquisa documental, entrevistas informais com colaboradores e, a partir destas, foram identificadas soluções para sanar os problemas identificados.
Primeiramente foi realizada a observação direta e as conversas informais para mapear os processos de fabricação e compreender as nuances que influenciam nos mesmos, e realizar os apontamentos necessários, bem como identificar os tipos de desperdícios. Fez-se também registros fotográficos para comparar a situação atual e após a implementação das melhorias.
Em seguida, foram analisadas estas informações e elaborados planos de melhorias a serem implementados com o intuito de solucionar tais problemas evidenciados. Os planos de melhorias foram apresentados à direção da empresa e, após a sua aprovação, foram implementados e relatados os seus benefícios.
## IV. RESUlTadoS E DISCUSsÕeS
O presente trabalho foi realizado em uma empresa metalúrgica de médio porte a qual fornece seus produtos para empresas multinacionais do setor agrícola e, por esta razão, a qualidade dos produtos e o aprimoramento constante de seus processos é um fator primordial.
A empresa dispõe de duas plantas industriais: a principal possui uma área industrial ampla na qual os processos são fabricados e expedidos; já a segunda possui uma área industrial menor e são alocadas as matérias primas e se realiza o processo de Corte. A empresa fabrica majoritariamente produtos seriados como peças usinadas, forjadas e fundidas, eixos, pinos, arruelas, conjuntos soldados e encaixes. Entretanto, seus processos flexíveis permitem fabricação de produtos sob medida e customizados. No que tange às matérias primas, são utilizadas barras, chapas e tubos metálicos e de nylon, aço e latão, com mais de 400 diferenciações entre si de acordo com especificações, modelos e propriedades dos materiais.
Com base na filosofia Lean, diversos desperdícios industriais podem ser encontrados nas empresas. A seguir estão relatados aqueles evidenciados no ambiente fabril.
- Processo: Alguns corpos de prova estão desatualizados e há ausência de calibração de alguns instrumentos de medição utilizados pelos operadores. Além disso, há Procedimentos Operacionais Padronizados (POPs) desatualizados e com longo período sem revisão. Também são criados processos intermediários para "corrigir" erros dos processos anteriores. Tais desperdícios geram erros operacionais, retrabalhos, estoques intermediários, elevado tempo de espera, movimentações e transportes desnecessários.
- Estoque: A empresa dispõe de um alto número de mix de matérias primas e, devido ao elevado tempo de entrega da matéria prima pelos fornecedores, a empresa opta por comprar altos volumes para garantir a fabricação dos produtos. Entretanto, este alto volume muitas vezes ultrapassa a real demanda e muitos itens se tornam obsoletos e onerosos. Além disso, pelo fato de serem matérias primas de difícil manipulação devido aos seus pesos, geram problemas como ocupação de áreas nobres, aumento do risco de acidentes, desorganização, controle ineficiente, dificuldade de movimentação de pessoas e transporte de materiais, redução da produtividade.
- Tempo De Espera: A programação da produção incorreta é a principal causa deste desperdício. A empresa possui um descompasso grande entre a programação da produção e a real capacidade produtiva, o que gera tempos de espera das máquinas e dos operadores na linha de produção. Além de gerar estoques intermediários, alguns itens programados para serem produzidos em uma determinada máquina acabam sendo alocados em outra devido ao desnivelamento da produção. Entre os problemas identificados por este desperdício
destacam-se a obstrução de corredores, extravios e danos materiais, estoques intermediários, logística interna comprometida e aumento do lead time de fabricação de alguns produtos.
- Transporte: Devido aos estoques intermediários e às obstruções de corredores, algumas rotas de transportes de materiais são alteradas e acabam fazendo com que o operador de empilhadeira realize longas distâncias. As mudanças rotineiras da programação da produção também geram estes problemas, pois não proporcionam um fluxo contínuo. Estes problemas geram custos, além de riscos à segurança, extravios de materiais e dificuldade de controle operacional e gerencial.
- Movimentação: Assim como os transportes, as movimentações desnecessárias também são um problema organizacional. A desorganização dos postos de trabalho faz com que os operadores parem sua atividade para procurar ferramentas e equipamentos manuais em outros locais. Além disso, projetos com informações insuficientes ou erros também fazem com que o operador se desloque até o setor responsável para sanar dúvidas, gerando improdutividade no seu processo.
- Superprodução: A empresa dispõe de um elevado volume de produto acabadode diversos modelos. Este volume excessivo permanece por muito tempo estocado e muitos acabam se tornando obsoletos ou correm risco de danificação ou extravio. Além disso, caso o cliente altere um determinado projeto ou troque de fornecedor, o produto permanece estocado, pois os produtos acabados são impossibilitados de serem reformados. Assim, o alto estoque de produtos acabados gera custos, ocupa áreas nobres, além de comprometer o planejamento da produção.
- Produtos Defeituosos: São diversos os fatores que geram este desperdício, como: falta de manutenções preventivas, ocultação de erros de processos, equipamentos de medição inconfiáveis ou sem calibrações periódicas, falta de um controle rígido dos processos com ações corretivas, erros de projetos ou sem informações suficientes; Procedimentos Operacionais Padronizados (POPs) desatualizados ou sem uma estreita periodicidade de revisões, falta de conhecimento por parte do colaborador.
Entre os prejuízos identificados com tais desperdícios, pode-se citar: desorganização, ocupação de espaços físicos, obsolescência de produtos, custos ocultos, desnivelamento e desbalanceamento da produção, riscos de acidentes, improdutividade, layouts incorretos, estoque excessivo de matérias primas, estoques intermediários, dificuldade de controle, extravios e danos materiais, fluxo logístico comprometido, ineficiência operacional e retrabalhos.
A partir dos desperdícios apontados, percebese os diversos problemas industriais que acarretam em prejuízos à organização e, portanto, faz-se necessárioa elaboração de planos de melhorias a serem desenvolvidas para reduzir ou eliminar taisdesperdícios evidenciados. Fundamentadona filosofia lean,foram analisadas oportunidades de melhorias e algumas foram executadas na empresa, conforme podem ser observadas a seguir.
### a) Controle E Rastreabilidade De Insumos
O consumo de materiais e insumos são imprescindíveis para a compreensão dos custos operacionais envolvidas nos processos de fabricação. A rastreabilidade destes itens consumíveis permite uma análise minuciosa e precisa não somente atrelada a custos, mas identificar quais máquinas, processos, operadores os utilizam e, a partir disso, tomar decisões para identificar oportunidades de melhorias para redução destes custos.
A empresa possui dois locais onde estes consumíveis são armazenados: o Almoxarifado, onde são armazenadas ferramentas gerais da produção de maior custo e materiais de escritório de uso geral; e no Preset, onde armazenam-se ferramentas de uso geral, pastilhas, insertos, fresas e outros itens de máquinas. Além disso, nesse setor também se realiza a preparação das ferramentas necessárias para o setup das máquinas. Porém, somente há registro automático de insertos, enquanto que os demais itens não possuem registros.
É importante destacar que muitos colaboradores solicitavam itens novospara terminar uma operação pelo fato de estarem gastos. Assim, o responsável do Preset descartava este item e fornecia um novo. Entretanto, estes mesmos itens poderiam ser reutilizados em outras operações que não necessitassem tanta perfeição na operação. Assim, após a implantação da nova metodologia de mapeamento no Preset, esta reutilização do item ao máximo foi fortemente aplicada e cobrada pelo responsável do setor.
Primeiramente fez-se a coleta de alguns dados: os itens armazenados no Preset e seus respectivos custos, identificação das máquinas edos colaboradores que retiram materiais do Preset. Além disso, foram estabelecidas algumas causas potenciais da necessidade de troca de itens e, assim, cada colaborador que solicita um novo item precisa informar a causa de sua solicitação e devolver o item usado ao Preset. As causas potenciais estipuladasforam: Alteração de matéria prima; Desgaste; Erro operacional; Extravio; Não controle do cavaco; Processo novo, Programa incorreto; Quebra; Reposição, Troca por necessidade de geometria.
A partir da compilação dos dados, estruturouse uma planilha digital a ser preenchida no setor, na qual permite identificar dados de máquinas, operadores, custos, quantidades e causas potenciais para solicitação de um item novo. Ao solicitar um item, o responsável do setor preenche os dados no computador e tais informações geram gráficos em tempo real que são armazenados em um banco de dados. Estes gráficos automaticamente constituem um Dashboard o qual somente gestores e supervisores tem acesso. Alguns gráficos presentes no Management Dashboard podem ser visualizados na Figura 1.
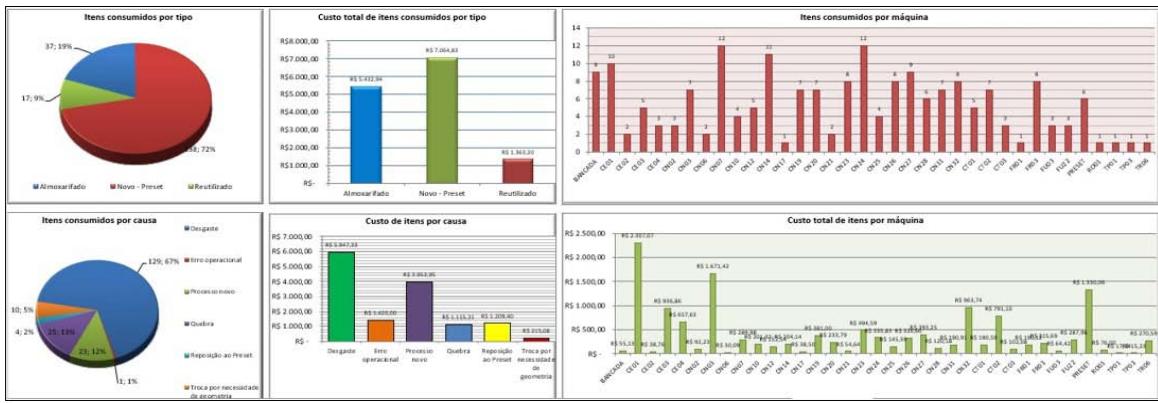 Fonte: O Autor (2022). Figura 1: Alguns Gráficos Utilizados no Management Dashboard
O Management Dashboard é um painel interativo de gerenciamento no qual contém informações em tempo real do consumo de itens na fábrica. Este painel é composto por dez gráficos e permite que o gestor filtre as informações que deseja através de parâmetros como período, setor, máquina, operador, descrição do item e causa e, assim, obtenha dados referentes a quantidades e custos envolvidos.
#### ) Organização Dos Postos De Trabalho
Todos os postos de trabalho do setor de Usinagem possuem uma bancada de trabalho. No entanto, esta bancada não possui padronização e há excesso de materiais e ferramentas desnecessárias, que acabam mantendo o setor desorganizado. A Figura 2 demonstra um exemplo de bancada em um dos postos de trabalho.
 Fonte: O Autor (2022). Figura 2: Exemplo De Uma Bancada De Trabalho
Através da Figura 2, nota-se que o local está desorganizado, há restos de materiais armazenados em caixas, o quadro sombra não é utilizado corretamente tornando o mesmo inútil, ferramentas alocadas sem ordem ou agrupamento. Estes fatores mencionados geram dificuldade para o operador encontrar a ferramenta necessária, além do risco de extraviar ou danificar algum equipamento de medição.
Deste modo, para otimizar a bancada de trabalho, mapeou-se as necessidades de cada posto de trabalho baseando-se em seus produtos de fabricação e fez-se uma coleta dos materiais e ferramentas, permanecendo na área somente o que fosse realmente necessário. Na limpeza de 18 postos de trabalho, coletou-se 612 itens, entre ferramentas, insertos, lixas, parafusos, pinças e chaves os quais foram devolvidos ao Preset. Além disso, também foram descartados aproximadamente 50 kg de materiais danificados e sucateados, conforme a Figura 3.
 Fonte: O Autor (2022). Figura 3: Materiais Retirados Dos Postos De Trabalho
Para padronizar as bancadas, fez-se um estudo da real necessidade de ferramentas para os postos de trabalho e elaborou-se um projeto de uma bancada padrão, a qual é compacta, com quadro sombra somente com as ferramentas necessárias e com rodízios que facilitam sua movimentação na célula de trabalho. Entretanto, os materiais foram fabricados por uma empresa terceirizada e, assim que estiverem prontos, serão montados e implementados na fábrica.
Outro fator relevante relacionado ao posto de trabalho é que os mesmos possuem estoques intermediários, além de restos de matérias primas e sobras, o que gera acúmulo de materiais desnecessários, má utilização da área, maior tempo e dificuldade para identificar o material desejado, risco de mistura de matérias primas com sobras, má organização. Além disso, algumas máquinas enfrentam problemas por falta de manutenções periódicas e acabam comprometendo a qualidade do processo ou gerando sujidades no local através do derramamento de água e óleos.
### c) Seleção E Recolhimento De Redutores Ociosos Do Setor De Usinagem
Cada torno CNC de usinagem dispõe de um conjunto de redutores os quais são usados para introduzir e fixar as barras na máquina para realizar as operações. Cada redutor possui características específicas e, por esta razão, são utilizados para fabricar produtos específicos. Assim sendo, ao lado de cada máquina há uma estrutura para alocar os redutores utilizados na respectiva máquina. Entretanto, muitos redutores que ainda eram mantidos nas estruturas estavam obsoletos, pois as peças as quais este fabricava já haviam saído de linha. Além disso, não há nenhuma identificação dos redutores, fazendo com que algumas vezes o operador despendesse algum tempo para identificar o redutor que seria necessário para a operação. A Figura 4 demonstra uma estrutura com redutores ao lado de um torno CNC.
 Fonte: O Autor (2022). Figura 4: Redutores Alocados Em Estrutura Ao Lado De Um Torno CNC As estruturas de redutores, bem como a manutenção de redutores ociosos nas estruturas provocam acúmulo de matérias e obstrução de espaços, riscos físicos aos colaboradores por se tratarem de materiais pesados, desorganização, dificuldade e perda de tempo para o operador encontrar o redutor necessário à operação.
Para sanar este problema, foram coletados dados referentes aos produtos fabricados por cada máquina e seus respectivos redutores. Após esta análise, verificou-se que 112 redutores estavam ociosos ou raramente eram utilizados e, assim, os mesmos foram realocados na Ferramentaria, conforme a Figura 5. Os redutores encaminhados à Ferramentaria foram organizados conforme a máquina à qual eles pertencem para facilitar a identificação.
 Figura 6: Cronoanálises Do Processo De Contagem De Peças
Fonte: O Autor (2022).
Figura 5: Estrutura Para Alocação De Redutores Na Ferramentaria
Assim, esta melhoria foi de encontro com o que preza a filosofia enxuta, pois deve-se manter no local de trabalho somente aquilo que for necessário para a operação. Tais materiais retirados das estruturas ao lado de cada torno CNC proporcionaram maior segurança e controle, agilidade e eficiência na logística interna, maior produtividade, otimização do local, organização, desobstrução de corredores e melhor visibilidade.
### d) Cronoanálises
A cronoanálise é um elemento chave para identificar a capacidade produtiva e proporcionar uma programação de produção mais assertiva para melhorar o nivelamento e o balanceamento da produção. A empresa não possui uma cronoanálise precisa dos processos e os tempos de fabricação são estipulados conforme uma suposição dos gestores. Além disso, processos como inspeção, contagem e rebarba não possuem tempo estipulado e, assim, comprometem a identificação correta do lead time de fabricação. Assim sendo, verificou-se a necessidade de haver cronoanálise em todos os processos para proporcionar maior assertividade e precisão na análise da real capacidade produtiva. A Figura 6 demonstra a cronoanálise de dois tipos de peças.
<table><tr><td rowspan="2">N°</td><td rowspan="2">Peça</td><td colspan="3">Cód</td><td colspan="3">Descrição</td><td rowspan="2" colspan="6"></td></tr><tr><td colspan="3">17080049</td><td colspan="3">Bucha externa balancin</td></tr><tr><td rowspan="3">1</td><td rowspan="2">Tempo</td><td>T1</td><td>T2</td><td>T3</td><td>T4</td><td>T5</td><td>T6</td><td>T7</td><td>T8</td><td>T9</td><td>T10</td><td>T11</td><td>MÉD.</td></tr><tr><td>00:00:40</td><td>00:00:46</td><td>00:00:50</td><td>00:00:42</td><td>00:00:46</td><td>00:00:50</td><td>00:00:51</td><td>00:00:50</td><td>00:00:59</td><td>00:00:45</td><td>00:00:50</td><td>00:00:48</td></tr><tr><td>Peças</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td></tr></table>
<table><tr><td rowspan="2">N°</td><td rowspan="2">Peça</td><td colspan="3">Cód</td><td colspan="3">Descrição</td><td rowspan="2" colspan="6"></td></tr><tr><td colspan="3">A112543</td><td colspan="3">Bucha</td></tr><tr><td rowspan="3">2</td><td rowspan="2">Tempo</td><td>T1</td><td>T2</td><td>T3</td><td>T4</td><td>T5</td><td>T6</td><td>T7</td><td>T8</td><td>T9</td><td>T10</td><td>T11</td><td>MÉD.</td></tr><tr><td>00:00:50</td><td>00:00:56</td><td>00:00:47</td><td>00:00:47</td><td>00:00:52</td><td>00:00:51</td><td>00:00:45</td><td>00:00:50</td><td>00:01:36</td><td>00:01:34</td><td>00:00:57</td><td>00:00:59</td></tr><tr><td>Peças</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td><td>100</td></tr></table>
Na Figura 6 é possível identificar que foram realizadas onze medições de lotes contendo 100 peças cada e, ao final estipulou-se uma média. A peça de número 5 obteve a média de 48 segundos enquanto a de número 6 obteve 59 segundos de média. Estes valores foram cadastrados no sistema e, assim, foram contabilizados na programação da produção e passaram a ser inseridos nas ordens de produção na fábrica, proporcionando maior assertividade na identificação dos tempos operacionais.É importante manter os dados sempre atualizados, ou seja, a cada melhoria de processo, deve-se realizar uma nova cronoanálise e atualizar as informações no sistema.
### e) Organização Setorial E Demarcação De Área Para Recebimento De Matéria Prima
Os caixotes de matérias primas anteriormente eram alocados diretamente nos postos de trabalho, gerando acúmulo e obstrução de espaços, desorganização e falta de controle de tais materiais. Caso não haviam mais espaços vagos para esta alocação nos postos de trabalho, as matérias primas eram disponibilizadas em uma área no fundo da fábrica, sem organização ou ordenação e juntamente com outras máquinas ou equipamentos. A Figura 7 demonstra a área situada no fundo da fábrica ocupada com matérias primas, máquinas e materiais de descartes.
 Figura 7: Desorganização E Má Ocupação De Área Fonte: O Autor (2022).
Para estimular e iniciar a produção puxada, estabeleceu-se um novo método de trabalho, na qual o material oriundo do Corte é alocado em uma área no fundo da fábrica separado por tipo de máquina através de baias e organizado sequencialmente conforme a programação. A Figura 8demonstra a otimização da área e as demarcações das baias para alocar as matérias primas conforme a máquina. Destaca-se ainda que estas baias estão identificadas para agilizar e facilitar a sua identificação.
 Figura 8: Área Organizada E Demarcada Para O Recebimento De Matéria Prima Fonte: O autor (2022).
O método para impulsionar o sistema puxado ocorre da seguinte maneira: o operador de logística abastece cada posto de trabalho com os caixotes alocados no local demarcado; quando o operador de máquina terminar o consumo de um caixote, o mesmo estará vazio ao lado da máquina; neste momento, o operador de logística irá buscar outro caixote com matéria prima desta área e abastecerá novamente a máquina; este processo será realizado em todas as máquinas de usinagem. Assim, nos postos de trabalho somente haverá a quantidade de matéria prima necessária e o abastecimento ocorrerá somente mediante o caixote vazio no posto de trabalho.
A próxima etapa a ser estudada e desenvolvida é aprimorar e estimular o sistema puxado diretamente do setor de Corte, pois atualmente o Corte realiza a operação e encaminha para esta área na fábrica gerando um pequeno estoque intermediário. O objetivo desta nova etapa é eliminar e reduzir o estoque, bem como os transportes de materiais e deslocamentos desnecessários pela logística.
## V. CONCLUSÃO
A filosofia lean é um sistema de gestão organizacional constituído por métodos, técnicas e ferramentas que aprimoram os sistemas produtivos a partir da constante eliminação de desperdícios e da melhoria contínua. Através do que foi exposto neste trabalho, percebe-se a relevância da utilização do leanmanufacturing no ambiente industrial, pois foram obtidos e evidenciados diversos impactos positivos e benéficos à empresa.
O presente trabalho atendeu a todos os seus objetivos, pois foram identificados e analisados os tipos de desperdícios industriais na empresa, identificou-se oportunidade de melhorias a serem implementadas, realizou-se a implementação das melhorias e analisouse os seus benefícios. Deste modo, foi possível identificar o impacto da filosofia enxuta na organização identificando estes benefícios a partir das melhorias realizadas.
Portanto, conclui-se que o lean possui um elevado impacto positivo na empresa e a disseminação desta filosofia em todos departamentos da empresa é de fundamental importância para obter os diversos benefícios por ela proporcionados. Referindo-se a tais benefícios evidenciados coma as melhorias, pode-se destacar a redução de desperdícios, redução de custos, controle produtivo mais eficiente, padronização, limpeza e organização, maior segurança, otimização de espaços físicos, redução e estoques intermediários, logística interna mais eficiente, redução de lead time, maior visibilidade, garantia da qualidade e aumento da produtividade.
Generating HTML Viewer...
References
8 Cites in Article
Kelvia Barreto,Rogeane Ribeiro,Maria Mesquita,Rita Ponte,Georgia Feijão,Ticiana Feijão (2022). Benefícios do Lean healthcare em um centro de especialidades médicas / Benefits of Lean healthcare in one medical specialty center.
J Liker,Modelo Toyota (2005). Unknown Title.
T Ohno (2006). Sistema Toyota de Produção: Além da produção em larga escala.
J Pinto (2008). Unknown Title.
M Rodrigues (2016). Sistema de Produção Lean Manufacturing.
J Silva (2017). Aplicação das ferramentas da qualidade para melhoria de processos produtivos estudo de caso em um centro automotivo.
P Tavares (2018). Logística e Gestão da Cadeia de Suprimentos na Área Portuária – Volume 1.
J Womack,D Jones (2004). A mentalidade enxuta nas empresas: elimine o desperdício e crie riqueza.
No ethics committee approval was required for this article type.
Data Availability
Not applicable for this article.
How to Cite This Article
Janyel Trevisol. 2026. \u201cThe Use of Lean Manufacturing in Process Improvement: The Impacts of Lean Philosophy in a Medium Metallurgy Shipping\u201d. Global Journal of Management and Business Research - A: Administration & Management GJMBR-A Volume 23 (GJMBR Volume 23 Issue A10): .
Explore published articles in an immersive Augmented Reality environment. Our platform converts research papers into interactive 3D books, allowing readers to view and interact with content using AR and VR compatible devices.
Your published article is automatically converted into a realistic 3D book. Flip through pages and read research papers in a more engaging and interactive format.
In the current economic scenario and post-pandemic business resumption, the companies are pressed to look for efficient alternatives that reduce costs and provide productive wins. The lean philosophy as well as its organizational improvement methodology is a powerful factor in improving processes, identifying waste, and increasing productivity and efficiency in the productive chain. The lean manufacturing has the purpose of identifying and eliminating waste and looking for perfection in the products, always focusing on the client’s vision. This work was carried out in a metallurgical company and had as its main objective to analyze the impact of the lean philosophy in the company and identify the benefits provided by process improvement applications in a medium-sized enterprise. This work used the action research method, which collected information and processes analysis directly in the factory environment for the subsequent development of strategies and improvement plans. Through the application of lean and after the improvement’s implementation, it was noted that the lean philosophy and the process improvement generated high productivity gains in the organization, in addition to savings, security, efficient management control, waste reduction, space optimization, process standardization, organization and quality assurance.
Our website is actively being updated, and changes may occur frequently. Please clear your browser cache if needed. For feedback or error reporting, please email [email protected]
Thank you for connecting with us. We will respond to you shortly.