## I. GENERAL INTRODUCTION AND BACKGROUND
The world's strong economic growth and increasing populations have generated a remarkably growing demand for resources, especially energy. Current conventional sources cannot meet the future needs. Efforts are being focused on renewable energies, deep-sea oil and the development of new techniques to value heavy oils, tarsands and oil shale. This could bridge the gap between energy demand and supply. Several countries with oil shale deposits have launched projects to examine the possibility of exploiting these deposits. Morocco is one of these countries, with significant oil shale deposits in the Middle Atlas (Timahdit), Tarfaya, Tangier and Grand Atlas regions (Fig. 1) [1].
Morocco has a reserve of around 53 billion barrels of oil shale, in addition to a rich capacity for shale gas and oil. The exploration works for these unconventional hydrocarbons, which began several years ago, has proved highly encouraging. The first research into the development of oil shale in Morocco began in Tangier, with the creation of the oil shale company of Tangier. The company built a pilot plant with a daily capacity of 80 tons of oil shale. The Timahdit and Tarfaya deposits were discovered in the 1960's. These last two deposits have been the subject of several geological and mining studies, laboratory studies, as well as pyrolysis and direct combustion tests. Their oil shales have been tested by several pyrolysis processes throughout the world mainly in the United States, Europe, the former USSR, Canada and Japan. They have been the subject of numerous technical and economic feasibility studies.
This geological, mining and laboratory work, which began in 1975 and continues to this day, has enabled us to identify the characteristics of these reserves in the deposits of Timahdit and Tarfaya oil shales. These studies showed that Moroccan shales could be upgraded by pyrolysis to produce hydrocarbons. This led Morocco to launch its own experiment and develop the T3 process (Acronym of the three deposits of Tangier, Tarfaya and Timahdit) [2].
Morocco has significant oil shale resources, ranking 6th worldwide after the USA, Russia, the Democratic Republic of Congo, Brazil and Italy, with a potential of 53 billion barrels of oil in field. This includes over 37 billion barrels in the two main deposits of Timahdit and Tarfaya.
Oil shale is used for a number of purposes, including conversion into hydrocarbons through the chemical process of pyrolysis and low-grade combustion for power generation. It is equally used as a raw material (chemical industries, agriculture, construction) for heavy oils particularly suited to diesel engines, lubricating oils and tar used in the manufacture of sealants and asphaltenites.
At the international level, oil shale is exploited at a limited scale despite how important the reserves are. This is related to a double-fold problematic. The first one concerns economic challenges; the production of petroleum from oil shale does not become economically viable unless the price of a barrel is at a profitability threshold. The second issue is related to environmental challenges: the combustion and thermal processing of oil shale generate waste and emit carbon dioxide into the atmosphere.
In our study and research program, we have developed solutions to exploit oil shale deposits as part of sustainable development, using renewable energy sources, unconventional water and CO2 capture techniques, in addition to the integration of other uses.
The objective is to make the overall exploitation of oil shale deposits profitable, remarkably reducing the impact on the global environment.
To make the exploitation of oil shale deposits profitable, our research was directed towards the development of other possibilities of use concerning the coating of roads and runways [4], the production of cement and the manufacture of carbon plates. In this article, we develop the use of shale for cement manufacturing.
## II. DEFINITION AND CHARACTERIZATION OF BITUMINOUS SHALE
The distribution of oil shale deposits in Morocco is shown in the figure (Fig.1) below:
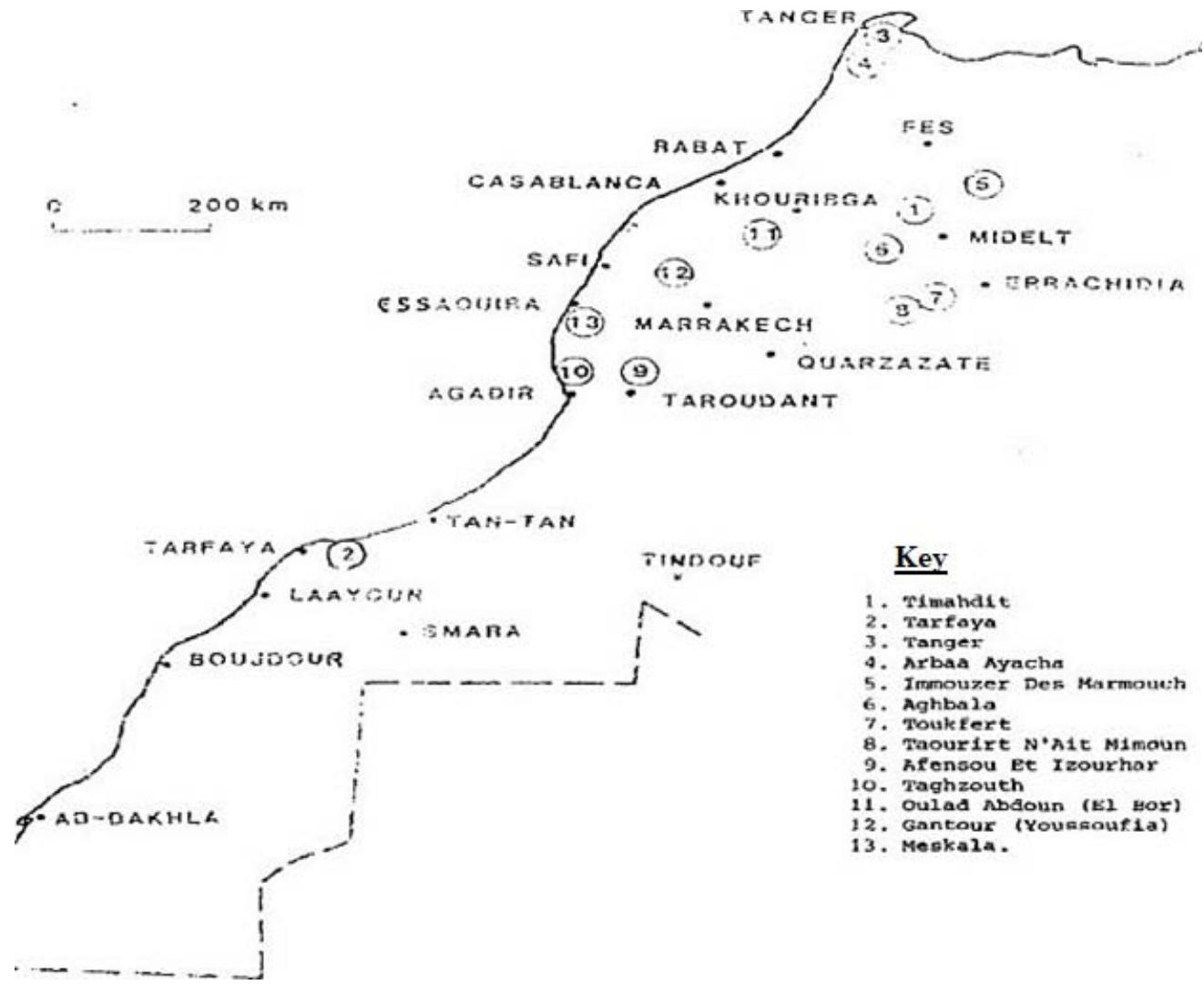 Fig. 1: Distribution of oil shale deposits in Morocco [1]
### 1) General Definition of Bituminous Shale
Bituminous shales are rocks capable of producing oil in commercial quantities when subjected to pyrolysis. A sedimentary rock containing an insoluble organic substance is referred to as pyro schist, pyrobitumen shale, kerogen rock or, more commonly, bituminous shale. It releases an oil with a generalcappearance similar to crude oil by nonoxidizing heat treatment at a temperature of between 400 and $500^{\circ}\mathrm{C}$ [3].
#### 2) Nature and Composition of Bituminous Shale
- Organic and mineral matter. Despite certain similarities, the composition of the organic matter
contained in oil shale varies from one deposit to another.
- Kerogen is a mixture of high-molecular-weight compounds containing mainly carbon, hydrogen, nitrogen, oxygen and sulfur. The oxygen and nitrogen content are generally higher than crude oils.
The organic matter in oil shale is richer in aromatic sulfur compounds (benzothiophene derivatives) and above all in resins and asphaltenes. They are normally heavy but constitute minority constituents in conventional oils (0 to $2\%$ by weight), and a majority in shale.


#### 3) Chemical Reactions Produced during Shale Combustion
The chemical reactions that occur during shale combustion can be presented as follows \[1\]:
For organic matter
$$
C _ {n} H _ {n} + \frac {5 n}{4} O _ {2} \rightarrow n C O _ {2} + \frac {n}{2} H _ {2} O + Q (E x o t h e r m i c)
$$
For terrigenous matter:
$$
\mathrm {S i O} _ {2} \rightarrow \mathrm {S i} + \mathrm {O} _ {2}
$$
For carbonate matter:
$$
\mathrm{C a C O} _ {3} \rightarrow \mathrm{C a O} + \mathrm{C O} _ {2} - \mathrm{Q} (\text{Endothermic})
$$
For other elements:
$$
2 \mathrm{F e S} _ {2} + \frac{1 1}{2} \mathrm{O} _ {2} \rightarrow 4 \mathrm{S O} _ {2} + \mathrm{F e} _ {2} \mathrm{O} _ {3} + \mathrm{Q} (\text{Exothermic})
$$
4. The Timahdit Oil Shale Case in Morocco
The oil shales of Timahdit (Morocco) may constitute significant hydrocarbon resources, amounting to more than nineteen billion tons of raw rock. This is equivalent to around 8.9 billion barrels [1]. These argilocarbonate sedimentary rocks were formed at the end of the secondary period.) They are essentially made up of \[3\]:
- 30 to $75\%$ terrigenous (clayey) material: aluminosilicates predominate
- 25-50% carbonate matter: calcite is the main constituent
- Organic matter from 12 to $24\%$. One part is soluble in organic solvents, the other is insoluble in the same solvents and constitutes kerogen.
The mineral composition of an average sample of Timahdit oil shale [1] is shown in Table 1 below:
Table 1: Mineral composition of the Timahdit shale
<table><tr><td>Mineral</td><td>Pourcentage (%)</td></tr><tr><td>Dolomite (CaMg (CO3)2)</td><td>15,9</td></tr><tr><td>Calcite (CaCO3)</td><td>41,5</td></tr><tr><td>Quartz (SiO2)</td><td>19,5</td></tr><tr><td>Illite ((OH)4K2 (Si6Al2) Al4O20)</td><td>13,4</td></tr><tr><td>Pyrite (FeS2)</td><td>1,8</td></tr><tr><td>FeCO3 + FeO3</td><td>1,8</td></tr><tr><td>TiO2 + Phosphate</td><td>2,4</td></tr><tr><td>Other elements</td><td>3,7</td></tr></table>
The concentration of dolomite is low when compared with that generally found in the Colorado shale in the USA. Thermal decomposition of dolomite and calcite is a highly endothermic reaction. Maximum temperatures in the combustion zone are, therefore, higher for Timahdit shales than for Colorado shales when the applied process is direct heating. Similarly, the kerogen composition of a sample of Timahdit shale [1] is shown in Table 2.
Table 2: Elemental composition of Timahdit and Colorado kerogen
<table><tr><td>Elements</td><td>% for Timahdit kerogen</td><td>% for Colorado kerogen</td></tr><tr><td>Carbon</td><td>69,2</td><td>80,5</td></tr><tr><td>Hydrogen</td><td>6,5</td><td>10,3</td></tr><tr><td>Azote</td><td>2,9</td><td>2,4</td></tr><tr><td>Sulfur</td><td>8,4</td><td>1,0</td></tr><tr><td>Oxygen</td><td>12,9</td><td>5,8</td></tr></table>
## III. THE USE OF OIL SHALE IN CEMENT PRODUCTION
In our study and research program, we have developed solutions to exploit oil shale deposits as part of sustainable development, using renewable energy sources, unconventional water and CO2 capture techniques, in addition to the integration of other uses. The objective is to make the overall exploitation of oil shale deposits profitable, remarkably reducing the impact on the global environment.
development of other possibilities of use concerning the coating of roads and runways [4], the production of cement and the manufacture of carbon plates. In this article, we develop the use of shale for cement manufacturing.
### a) Cement Manufacturing Processes
Cement is composed of a finely ground powder which has the property of hardening and becoming mechanically resistant when mixed with water. The raw materials used for the manufacture of cement are limestone and clay, which are heated at a sintering temperature of $1500^{\circ}\mathrm{C}$ after grinding.
Fuel consumption is a main component in the production cost matrix. It is averagely estimated at $40\%$ of the overall cost. Cement manufacturers use rotary kilns that are fueled with coal, petroleum coke or natural gas.
The raw materials consisting of limestone and clay are extracted from the quarries. They include oxides such as CaO, SiO2, Al2O3 and Fe2O3, which are necessary for the manufacture of cement. The raw material is finely ground and homogenized in order to promote chemical reactions between the different constituents during firing. There are four ways of preparing the raw material mixture \[5\]:
- The humid method: The principle is based on the mixing of limestone and clay previously ground with a water content that varies between 25 and $40\%$ so as to obtain a humid paste. The paste is directly fed into the kiln. This method generates significant energy consumption to eliminate excess water.
- The semi-humid method: The preparation of the raw mixture by the semi-humid method is the same as that of the humid method with a moisture content that does not exceed $15\%$.
- The dry method: The principle of this method is based on the homogenization of previously ground raw materials. Before being fed into the kiln, the mixture is transported.
- To a cyclone-preheating tower with gases circulating in opposite directions in the cyclones for powder preheating. The temperature can reach $800^{\circ}\mathrm{C}$, which allows the reduction of part of the CO2 and water contained in the mixture. After preheating, the powder is fed into the kiln.
- The semi-dry method: Starting from the dry method.
The main steps in the manufacture of cements are as follows:
- The production of raw material at quarry level
- Pre-homogenization of raw materials
- Grinding and homogenization of raw materials
- Preheating raw materials
- Firing and cooling the clinker
- Cement grinding with addition of gypsum, setting regulator and other constituents
- Quality control and storage of cement.
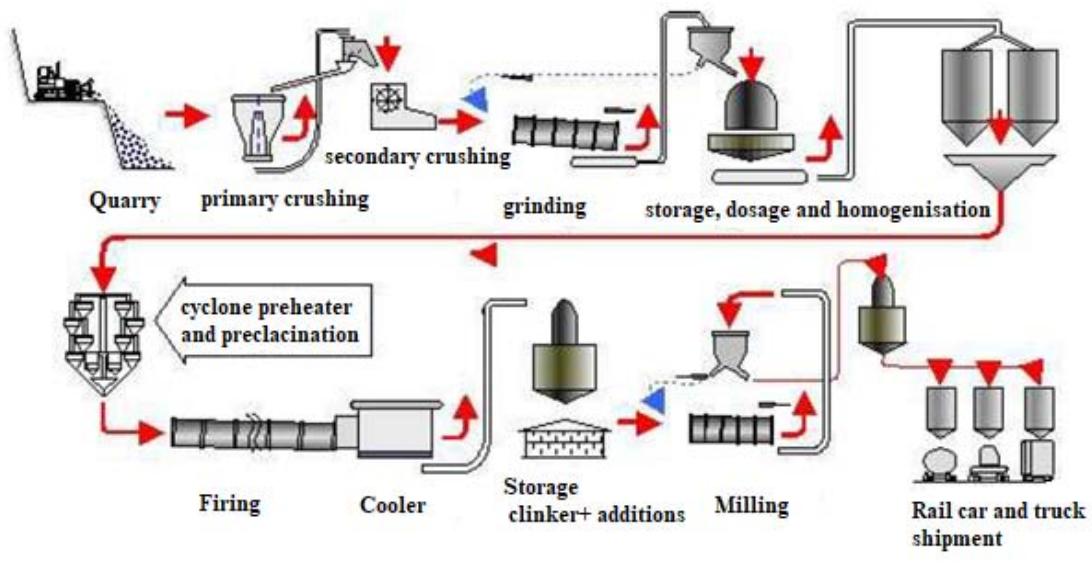 Fig. 2: Cement manufacturing diagram [6]
### b) Characteristics of Cement [6]
## i. The Setting
After mixing the anhydrous cement with water, hydration begins and the properties of the paste obtained become scalable over time.
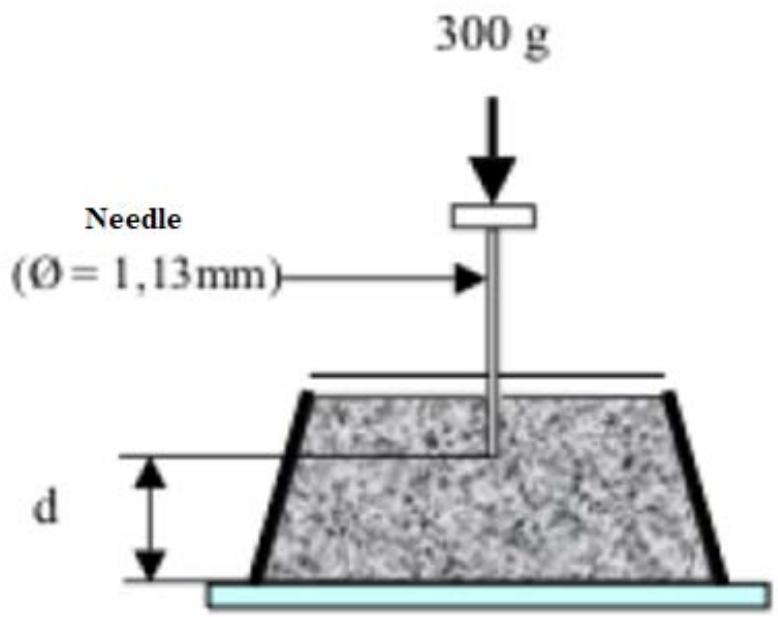 Fig. 3: Determination of the setting start time
The start of setting begins with the observation of the increase in viscosity, or hardening of the paste, which is measured by a standardized needle (Vicat device). It corresponds to the time elapsed from the mixing of the paste until the moment when the needle stops at a distance $(\mathrm{d} = 4\mathrm{mm}\pm 1\mathrm{mm})$ from the bottom of the ring of $40~\mathrm{mm}$ in height filled with pure cement paste.
The end of the setting corresponds to the moment when the needle no longer penetrates into the ring.
The setting of cement phenomenon is related to the following parameters:
- The nature of cement
- The fineness of grinding of the cement; the finer is its grinding, the shorter is setting time
- The temperature; the higher the ambient temperature is, the faster the setting is. For example, the start of setting will be 18 hours at $2^{\circ} \mathrm{C}$, 5 hours at $10^{\circ} \mathrm{C},$ 3 hours 30 at $20^{\circ} \mathrm{C}$ and 30 min at $35^{\circ} \mathrm{C}$
- The presence of organic matter in the water or in one of the other constituents of the concrete that slows down the setting
- Excess of mixing water that delays setting
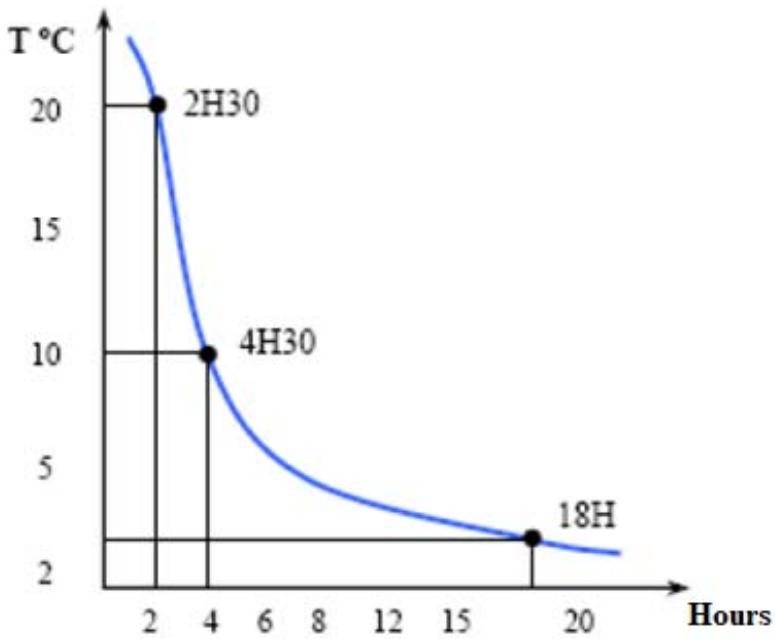 Fig. 4: Change in setting time in relation to temperature
## ii. Hardening
Hardening is the period that comes after the setting and during which the hydration of the cement continues. Hardening is temperature sensitive.
## iii. Fineness of the Grind
The grinding fineness is characterized by the specific surface area of the cement particles, expressed in (cm2/g). In common cases, it is of 3000 to 3500 cm2/g. The greater the fineness of grinding is, the higher the speed of the hydration reactions is and the greater the mechanical strengths are at an early age.
The fineness of the grinding influences the plasticity and cohesion of the cement paste in the fresh state, as well as its water retention capacity.
## iv. Shrinkage
The cement paste shrinks in dry air and swells in water. This phenomenon happens over time when cement pieces are massive. It is the shrinkage that causes cracks that are seen in concrete parts. There are several types of shrinkage: early age (before setting) shrinkage, hydraulic and thermal.
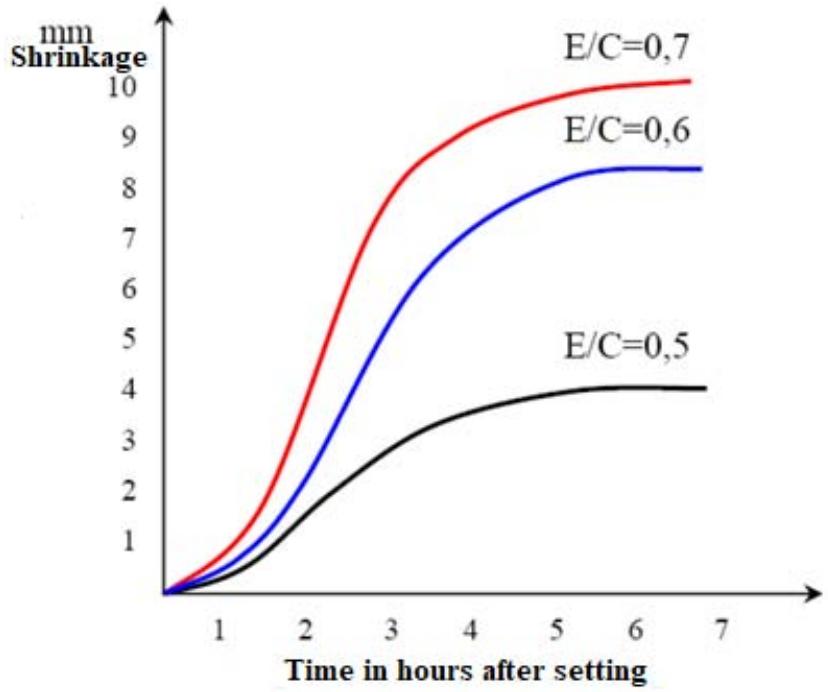 Fig. 5: Influence of E/C on the plastic shrinkage of mortars
## v. Compression Strength
The mechanical strength of cement is determined by tests on so-called "normal" mortar, at 28 days of age in tension and compression of the $4 \times 4 \times 16$ cm specimens. The strength of the mortar then signifies the strength of the cement mixture. It depends on the cement class, expressed in MPa.
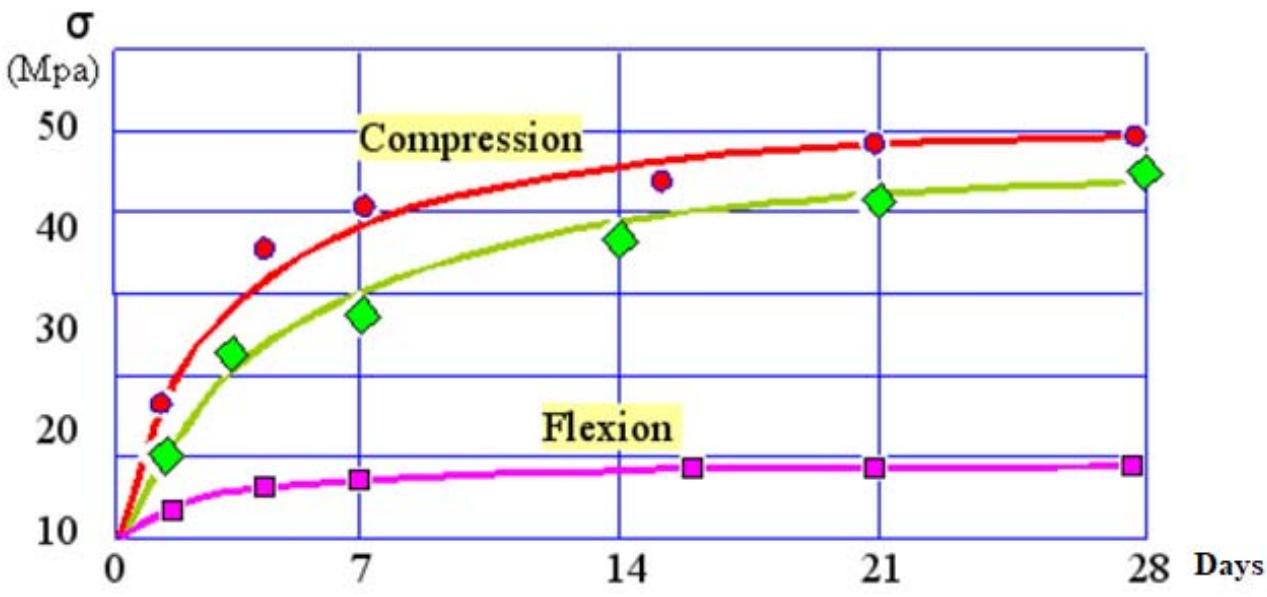 Fig. 6: Normal Mortar Strength
### c) Integration of Oil Shale into Cement Manufacturing
With a multiple objective of combining the production of high quality cement with the optimization of energy cost, we proposed the integration of oil shale into cement manufacturing matrix as fuel and raw material.
The methodology of the tests was based on the preparation of the raw formulations with and without the addition of oil shale and the characterization of the cements produced in order to understand the effects of the addition of shale on the properties of the cement. The quantity of each raw material in the raw of each formulation was calculated using the values of the LSF, AR, SR modules that are usually used in the cement industry [5]. Then, all the raw materials were mixed by adding water in order to obtain a more homogeneous mixture. In order to facilitate the firing process in kiln, pellets have been made. They were then baked in the furnace according to the following approach:
- Baking at $200^{\circ} \mathrm{C}$ for 20 minutes
- Temperature increase up to $1450^{\circ} \mathrm{C}$ with a ramp
- Maintain level at $1450^{\circ} \mathrm{C}$ for 15-minute
- Cooling in the oven to ambient temperature.
The compressive strength remains acceptable by the standard corresponding to CPJ35 Cement with the following advantages:
- Improved grinding efficiency.
- Improvement of the quality of the cement produced by the workability of the concrete, reduction of shrinkage during drying with better chemical resistance of the concrete.
- The high silica and alumina content promotes use as a raw material in the manufacture of cement.
- Reduced production costs based on oil shale integration percentages.
A follow-up program is necessary for the plant and its surroundings, concerning the following points:
- Continuous monitoring of chimney gas opacity.
- Periodic measurement of particles in chimneys.
- Monitoring of furnace dust, flue gases and cement, to detect burnt hazardous materials, pH, total dissolved salt content, suspended solids, alkalinity and potassium and sulphate content of liquid effluents.
- Monitoring of working conditions regarding noise intensity and the presence of dust.
- Ambient air quality monitoring for particulate matter.
- Verification of compliance with safety and environmental protection rules.
Two other areas of effort are committed to improving strength as needed by adding chemical additives and to avoiding the risk of corrosion of steel reinforcements in very humid environments with relative humidity greater than $80\%$. This is the case knowing that the use of Cement produced inside buildings and protected areas does not raise any problem.
In order to assess the effects of the new mixture in terms of CO2 emissions, a life cycle analysis was carried out with and without the addition of oil shale. The life cycle analysis relied on the ecological saturation method. This method uses eco-factors to quantify the environmental burden due to the emission of a pollutant. The method also relies on the global warming potential based on the CO2 equivalent.
The analysis showed a considerable reduction in the environmental impact depending on the dosage of the oil shale without affecting the quality of the cement produced.
Shale ash contains constituents such as calcite, quartz, iron oxide and aluminum oxide, which are very important for the manufacture of Cement with an ability to improve the durability of concrete. In addition to the sedimentary organic matter rich in shale oil, Oil shale contains part of the mineral matter composed of calcite, dolomite, silicates and other minerals.
The use of the experimental design in methodology has facilitated the analysis of the research results carried out and the evaluation of the mechanical characteristics relating to the mechanical resistance to compression and flexion. It additionally helped us in the modelling of the rheological parameters concerning the shear threshold and the plastic viscosity of the cement mixtures produced with the addition of oil shale [5]. The experimental results have shown that the mechanical characteristics of the cements produced with the integration of oil shale remain within acceptable ranges with economic and environmental benefits.
It should be noted that in addition to the aforementioned use of oil shale, this latter can be used in the manufacture of carbon fibers, activated carbons, adsorbents, carbon black matter, phenols, resins, sealants, road bitumens, bricks, building blocks and Pharmaceuticals products basis. However, the quantities produced remain very low and in the majority of cases is in the experimental phase.
Depleted shale can be used in the preparation of bricks and cements. The mineral residue in some shales retains a large proportion of the carbon fixed in finely divided form. As this carbon is combustible, the shale can be used as it is, provided the carbon content exceeds $6\%$ [7].
### d) Summary of Work Carried out on the use of Oil Shale in Cement Manufacture
Based on various reserve evaluation studies, geophysical, geological, mining, geochemical and chemical studies, we have characterized the deposits according to profitable exploitation zones. In addition to the use of bituminous layers as a source of energy, we have identified their use in cement manufacturing.
The testing methodology was based on the preparation of raw mix formulations with and without the addition of bituminous shale, and the characterization of the cements produced in order to understand the effects of shale addition on cement properties. All the raw materials were mixed by adding water to obtain a more homogeneous mixture. In order to facilitate firing in the kiln, pellets were made and fired in the kiln according to the approach presented.
The use of the experimental design as a method helped us to facilitate the analysis of the research results and the evaluation of mechanical characteristics related to compressive and flexural strength. It also helped in the modeling of rheological parameters concerning the shear threshold and plastic viscosity of cement mixes produced with the addition of oil shale [8]. The experimental results showed that the mechanical characteristics of cements produced with the integration of oil shale remain within acceptable ranges with economic and environmental benefits.
A fourth phase was devoted to studying the technical feasibility and economic viability of industrial applications at existing plants.
In addition to the economic benefits and local availability, the results of the work carried out lead to the following conclusions:
- Cements produced with oil shale blends have characteristics comparable to those of standard cements.
- The physico-chemical characteristics obtained were in line with the requirements.
- The integration of bituminous shale in cement production is feasible in existing plants, subject to adaptation.
- Reduction in production costs depending on the percentage of oil shale integration.
In addition to the technical feasibility of using oil shale in cement manufacture, the overall study showed that the economic profitability was confirmed. The findings of the experiment, which is the subject of this article, will contribute to the development of oil shale value chain derivatives and to the overall profitability of projects aiming to exploit and add value to oil shale deposits within the framework of sustainable development.
Generating HTML Viewer...
References
7 Cites in Article
Ahmed Saoiabi,Anass Doukkali,Mohamed Hamad,Abdallah Zrineh,Mohamed Ferhat,Yolande Debyser (1982). Schistes bitumineux de Timahdit (Maroc) : composition et propriétés physicochimiques.
Y Daafi (2020). Les Schistes bitumineux au MAROC. Etat des lieux et potentialités.
Ahmed Saoiabi,Anass Doukkali,Mohamed Hamad,Abdallah Zrineh,Mohamed Ferhat,Yolande Debyser (2001). Comportement thermique des schistes bitumineux de Timahdit (Maroc).
Mohamed Amine Alouani,Dennoun Saifaoui,Abdelkader Alouani,Younes Alouani (2023). The use of Oil Shale for Road Coating.
Duc Chinh,Chu (2021). Valorisation des sédiments de dragage dans l'industrie cimentaire.
Jérôme Sercombe,Romain Vidal,Christophe Gallé,Frédéric Adenot (2014). Diffusion des gaz dans les ciments.
No ethics committee approval was required for this article type.
Data Availability
Not applicable for this article.
How to Cite This Article
Mohamed Amine Alouani. 2026. \u201cThe use of Oil Shale in Cement Manufacturing\u201d. Global Journal of Research in Engineering - E: Civil & Structural GJRE-E Volume 24 (GJRE Volume 24 Issue E1): .
Explore published articles in an immersive Augmented Reality environment. Our platform converts research papers into interactive 3D books, allowing readers to view and interact with content using AR and VR compatible devices.
Your published article is automatically converted into a realistic 3D book. Flip through pages and read research papers in a more engaging and interactive format.
Our website is actively being updated, and changes may occur frequently. Please clear your browser cache if needed. For feedback or error reporting, please email [email protected]
Thank you for connecting with us. We will respond to you shortly.