



I. INTRODUCTION
The oil and gas industry's primary objective today are to increase hydrocarbon production in an economical and environmentally friendly manner. A significant challenge in this endeavour is reducing the hydrocarbon dew point of natural gas for pipeline transportation, particularly as large intrastate, interstate, and international pipelines have developed. The complications surrounding the processing and transportation of substantial quantities of natural gas are numerous and interconnected. This research aims to review major natural gas liquids (NGL) recovery
Author p: Energy Business Analyst, knotswap Energy & Technical Service Ltd, 16 Katsina Close, Edjeba Warri.
methods, including refrigeration, chemical, physical methods, and combined heat and power (CHP) systems, while discussing the advantages and disadvantages of each.
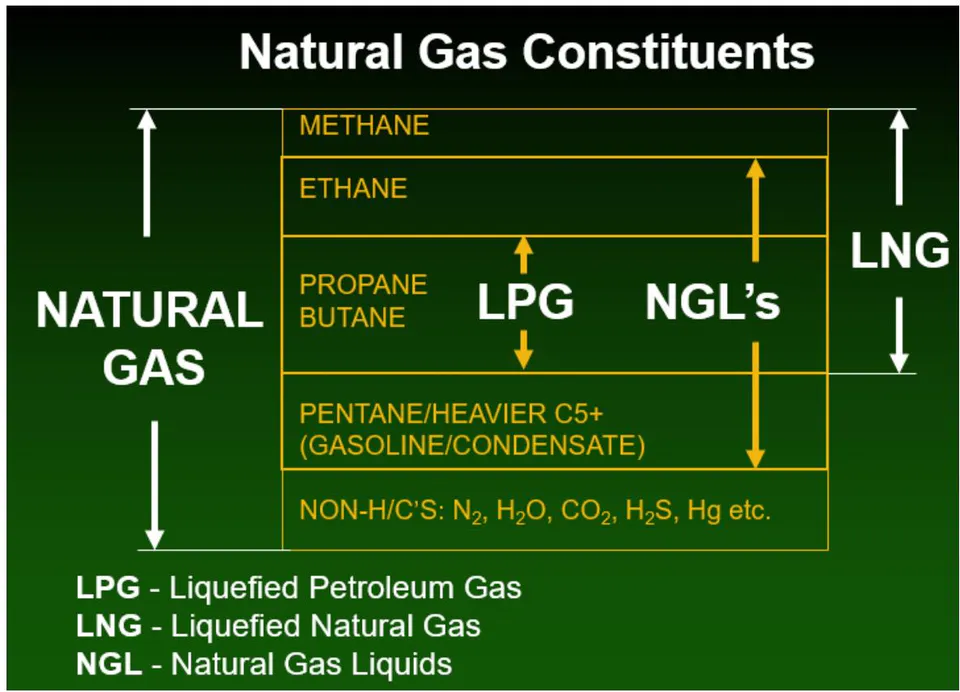
Natural gas produced from wells is often saturated with heavy hydrocarbons (HCs) and water vapor. NGLs, a group of light hydrocarbons that exist as liquids under surface conditions, primarily consist of ethane, propane, butane, and pentanes, all of which have boiling points higher than that of methane, the main component of natural gas (Ma et al., 2010; Song et al., 2014). The separation of these heavy HCs from the natural gas stream, known as NGL recovery, typically occurs through condensation or absorption processes at natural gas processing plants (Rahbari et al., 2013). Although chemically similar to crude oil, NGLs have lower boiling points, which facilitates their separation and utilization.
Cryogenic processes are the most prevalent method for NGL recovery in the natural gas industry (Getu et al., 2018). The number of NGL recovery plants has been increasing in recent years due to the rising demand for these valuable products (Alabdulkarem et al., 2011). The high price of natural gas condensate, along with the need to correct the natural gas dew point, has driven the establishment of NGL recovery systems. Various methods exist for NGL recovery, including cryogenic refrigeration, Joule-Thomson (JT) processes, turbo-expanders, vortex tubes, and supersonic separators (3S) (Shoghl et al., 2019).
Conventional separation methods, such as the JT process, often require large equipment and entail high operating and capital costs, alongside significant pressure drops and environmental concerns due to chemical inhibitors. The novel 3S technology addresses many of these limitations, offering a compact design and simple configuration suitable for offshore plants and unmanned operations (Oliveira et al., 2017). A crucial question that arises is the comparative advantages and disadvantages of using the 3S versus conventional processes like the JT method. Studies have shown that the 3S exhibits superior cooling performance compared to other self-cooling systems, including turbo-expanders and JT processes (Shoghl et al., 2019).
The initial engineering efforts related to this technology originated from Twister BV, followed by contributions from Russian engineering teams, highlighting the growing interest in 3S technology within the oil and gas sector. To effectively replace conventional separation processes with the 3S, structural optimizations such as profiling the wall, refining swirler structures, and adjusting dimensions must be undertaken (Yang et al., 2017). Recent research has focused on enhancing the structure and separation performance of the 3S. For instance, Jiang and Bian utilized discrete particle methods and field experiments to improve the expanding section's length and reduce the expanding angle (Wen et al., 2012). Liu et al. optimized the 3S's separation performance by examining the relationship between shockwave position and pressure effects (Jassim et al., 2008). Furthermore,
studies have investigated how various parameters, such as vorticity and nozzle structure, influence the performance of the 3S using computational fluid dynamics (CFD) modeling (Wen et al., 2011).
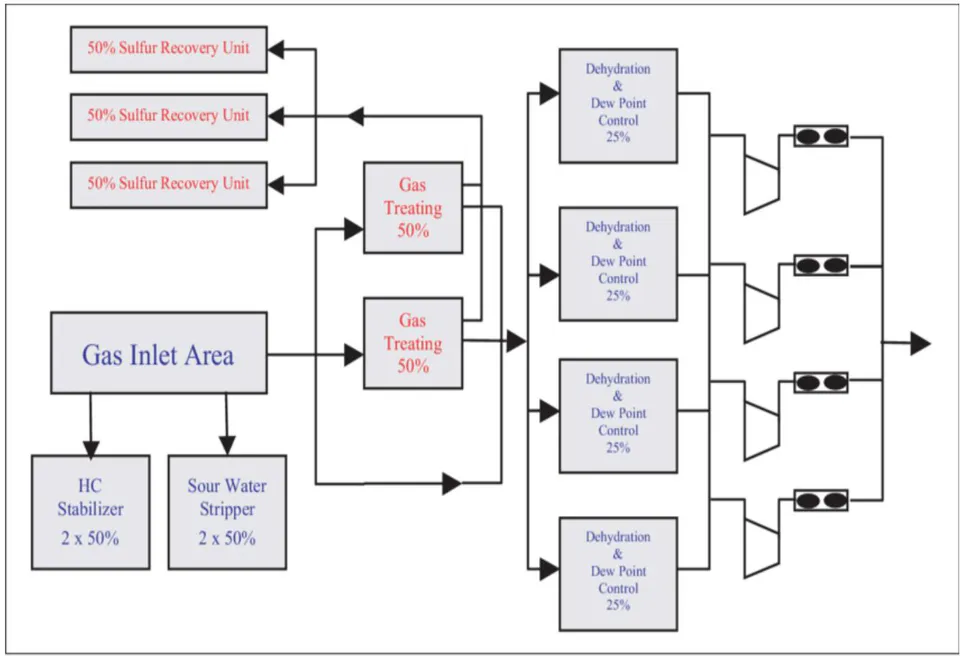
This research will synthesize existing literature to highlight the importance of NGL recovery and the challenges that remain. By emphasizing the novelty of the study and its contributions particularly regarding the advantages of the 3S technology over conventional methods this research aims to provide valuable insights into optimizing NGL recovery processes. Figures 1 and 2, illustrates the configuration of natural gas plants and the role of various technologies, further enhancing the reader's understanding of the context and significance of this research.

method and the field experiment for the optimization of the 3S. They increased the length of the expanding section and decreased the expanding angle to improve the separation performance. (Wen et al., 2012) optimized the structure of swirler and diffuser. Liu et al. optimized the separation performance of the 3S using the few properties and the relationship between the shockwave position and pressure effect. (Jassim et al.
- evaluated the influence of several parameters including vorticity, nozzle structure and real gas properties on the performance of the 3S using the computational fluid dynamics (CFD) modelling. They observed that the shockwave location varied considerably when the natural gas state assumed real rather than perfect. (Wen et al., 2011) investigated the 3S both numerically and experimentally and reported that installing the inner body maintained the conservation of angular momentum. (Yang et al., 2021) studied the effect of a primary nozzle on the performance of steam ejector taking into account the phase change process. They reported that the first nonequilibrium condensation occurred within the primary nozzle, while second nucleation condensation occurred in the steam ejector. (Yang et al., 2017) developed a wet steam model using CFD analysis to investigate the intricate feature of the steam condensation in the supersonic ejector. They reported the expansion feature of the primary nozzle was exaggerated by the dry gas model compared to the wet stream model. Furthermore, they observed that the dry gas model over-estimated a higher entrainment ratio by compared to the wet steam model. (Wen et al., 2014) developed the single-phase and two-phase model and analysed the performance of steam ejector. The result of their analysis showed that a single phase few models with pass over the phase change provided an un-physical steam temperature through the supersonic few. (Liu et al., 2014) employed the Discrete particle method to predict droplet behaviour inside the 3S. They assumed that the droplet diameter varied from 10 to , while the proper droplet diameter in the 3S was about . Wen et al.19 investigated the influence of different structural parameters of diffuser on the shockwave position and pressure recovery performance. They reported that for natural gas dehydration, the conical diffuser showed the best pressure recovery performance. Wen et al.34 investigated the influence of three delta wings with different sizes on the natural gas swirling few. They reported that for droplets, a collection efficiency of can be obtained for the large delta wing.
a) Types of Natural Gas Liquid Products and the Economic Importance
Natural gas liquids (NGLs) are composed of ethane, propane, butane, propane, isobutane, pentane and isopentane that are condensed and recovered (EIA., 2014). The uses for those components are illustrated in the Table below. NGL recovery attracts many processing companies due to three reasons. The first reason is to produce a transportable gas stream. This is done to avoid condensation problems during the flow of the two-phase fluid. The second reason is to meet the sales gas specifications. In fact, the main specification for the sales gas is to meet the minimum gross heating value (GHV) while satisfying the hydrocarbon dew point requirement. The third reason is to maximize NGL recovery which is associated with the market trends (Kherbeck et al., 2014.). Table 1 below gives the composition of natural gas.
| Natural Gas Composition | Molecular Weight | Specific Gravity | Vapour density Air=1 | Boiling Point °C | Ignition Temp. °C | Flash Point °C |
| Methane | 16 | 0.553 | 0.56 | -160 | 537 | -221 |
| Ethane | 30 | 0.572 | 1.04 | -89 | 515 | -135 |
| Propane | 44 | 0.504 | 1.50 | -42 | 468 | -104 |
| Butane | 58 | 0.601 | 2.11 | -1 | 405 | -60 |
| Pentane | 72 | 0.626 | 2.48 | 36 | 260 | -40 |
| Hexane | 86 | 0.659 | 3.00 | 69 | 225 | -23 |
| Benzene | 78 | 0.879 | 2.80 | 80 | 560 | -11 |
| Heptane | 100 | 0.668 | 3.50 | 98 | 215 | -4 |
| Octane | 114 | 0.707 | 3.90 | 126 | 220 | 13 |
| Toluene | 92 | 0.867 | 3.20 | 161 | 533 | 4 |
| Ethyl benzene | 106 | 0.867 | 3.70 | 136 | 432 | 15 |
| Xylene | 106 | 0.861 | 3.70 | 138 | 464 | 17 |
b) Types of Natural Gas Liquid Products
The NGL product spectrum encompasses various hydrocarbons, each with distinct properties and applications:
Ethane : A critical feedstock in the petrochemical industry. Ethane undergoes a cracking process to produce ethylene , a fundamental building block for countless plastic products like polyethylene terephthalate (PET) used in plastic bottles. (Akubuike et al., 2010)
Propane : A clean-burning and versatile fuel commonly employed for cooking, heating homes and buildings, and industrial applications like powering forklifts [z [Singh et al., 2010]
Butane : Used as a fuel source for cigarette lighters, camping stoves, and a blending component in gasoline to improve its volatility during cold starts (Yu et al., 2011)
Isobutane : While sharing the same chemical formula as butane, isobutane possesses a branched molecular structure, leading to different properties. It finds applications as a refrigerant due to its low boiling point and as a high-octane gasoline blending component to improve engine performance (Rahmani et al., 2013)
Pentanes and Natural Gasoline: Heavier NGL fractions grouped under pentanes often include pentane itself, hexane , and heptane . These components serve as blending components in gasoline to meet specific volatility requirements and as diluents for transporting heavy oil, reducing its viscosity and facilitating pipeline flow. (Han et al., 2018)
c) Economic Importance of Natural Gas Liquids
NGLs hold significant economic value for several reasons. Table 2 below summarizes them:
Value-Added Products: They represent valuable byproducts from natural gas production, generating additional revenue streams beyond just the methane component.
Fuel Sources: Propane and butane offer clean and efficient fuel alternatives for various applications, contributing to energy security and diversification.
Petrochemical Feedstocks: Ethane is a crucial component for the petrochemical industry, fuelling the production of numerous plastic products and other essential materials.
Global Market: NGLs are traded internationally, with their prices often linked to crude oil prices, influencing the global energy market.
| Natural gas liquid | Chemical formula | Applications | End use products | Primary sectors |
| Ethane | C2H6 | Ethylene for plastic production, petrochemical feed stock | Plastic bags, plastic anti-freeze, detergent | Industrial |
| Propane | C3H8 | Residential and commercial heating, cooking fuel, petrochemical feedstock | Home heating, small stoves and barbeques, LPG | Industrial, residential and commercial |
| Butane | C4H10 | petrochemical feedstock, blending with propane or gasoline | Synthetic rubber for tires, LPG, lighter fuel | Industrial, transportation |
| Isobutane | C4H10 | Refinery feedstock, petrochemical feedstock | Alkylate for gasoline, aerosols; refrigerant | Industrial |
| Pentane | C5H12 | Natural gasoline, blowing agent for polystyrene foam | Gasoline; polystyrene, solvent | Transportation |
| Pentanes plus | The mixture of C5H12and heavier hydrocarbon | Blending with vehicle fuel, exported for bitumen production in oil sands | Gasoline ethanol blend; oil sands production | Transportation |
C indicates carbon, and H for hydrogen. Ethane contains 2 carbons and 6 hydrogen atoms. Pentane Plus, known as natural gasoline, contains pentane and heavier hydrocarbons.
II. NATURAL GAS LIQUIDS RECOVERY METHODS
Many Natural Gas Liquids (NGL) and methane recovery systems are currently available in the market, designed to work in tandem, allowing for the simultaneous recovery of NGLs while extracting methane. Each recovery method has distinct advantages and disadvantages, which are essential to consider when selecting the most appropriate technology for a specific application (Olsen et al., 2012).
a) The Refrigeration Recovery Methods
NGL recovery methods such as turboexpanders, lean oil absorption, and cryogenic refrigeration typically require extensive equipment and supporting facilities, as well as large quantities of chemicals. These methods are effective but can be resource-intensive.
In the early 1930s, the initial method of processing gas was refrigeration, and ever since it has greatly advanced (Inguscio et al., 2022). The use of a flowing refrigerating liquid/vapor to take heat from a cold location and transmit it to a warm area where it is sent to a thermal sink is the basis of refrigeration. A typical modern system uses propane, lithium, ammonium, Freon, or bromides as the flowing operational liquid. While decreasing the quantity of energy and implements necessary to restore the NGLs, the aim of refrigeration units presently is to expand the restoration levels of NGL. The usage of cold remaining reflux & recycle split steam process is an optimization method, basically using cold liquids in many stages again, giving the necessary advantage to processors of gas to use for refrigeration. Joule-Thompson cryogenics & cooling are the most general methods of refrigeration (Qyyum, et al., 2018).
i. The Joule-Thompson Cooling Recovery Method
The process entails a high-pressure gas expanding over a small aperture to increase velocity while lowering pressure. JT cooling is the term for the temperature drop that occurs as a result of this process. Most gases are cool as they expand. Operators avoid the use of JT cooling as an initial base of recovery for NGLs due to rising fuel gas prices and the inefficiency of pressure recovery (Inguscio et al., 2022). JT cooling is notoriously difficult to process and transport. The lost pressure is recovered by chilling with a booster compressor or by being close to the final user because there is no pressure recovery mechanism. However, this does not address the issue of effectively and efficiently transferring moist gas. In transport pipelines, there are few techniques for recovering lost energy as pressure drops, and is mostly seen as an issue (Qyyum, et al., 2018). When gas passes through distribution stations, an increase occurs, and in other to prevent a two-phase flow that adversely affects the accuracy of the meters and generates potential destructive liquid slugs, this increase needs to be countered. It is a simple recovery method but inefficient, also, there is an increase in the cost of fuel due to pressure drop, the damaging side effect accompanying transporting and processing stages is an issue, there is a need to install near end-user and the need to heat the gas to prevent drastic cooling.
ii. The Cryogenics Recovery Method
Cryogenics is a recovery process that uses both propane and ethane as working fluids in a cascading refrigeration plant to achieve extremely low temperatures and high ethane recovery levels (Badami et al., 2018). The cryogenic system is capital costly and hence an essential capital investment due to the controls' complexity and unique materials handling procedures for the extreme cold (Claude et al., 2020). To employ this approach, practically all the impurities in the gas must be eliminated before the NGLs can be recovered. To keep ice and prevent hydrate development, all water must be eliminated. It has the advantage of providing an ultra-low temperature and a high level of ethane recovery (Qyyum, et al., 2018). However, Cryogenic plants require significant capital expenditure, the systems require special and care material handling procedures due to the extremely cold operating conditions, it requires complex control systems (Claude et al., 2020). Also, all water must be removed from gas before processing to avoid the formation of ice and hydrates that could damage equipment and its systems are slightly inefficient for NGL recovery above C2 (Carroll et al., 2022), (W. Lin et al., 2004)
b) The Physical Methods
i. The Membrane Technology Method
In this method, large molecules of organic compounds are eradicated through membranes from the air. Smaller and even smaller organic molecules can be taken out of gas as technological advancement took place in the areas of materials manufacturing, resulting in the production of ever more exotic membranes. Membranes are one of the easiest, most cost-effective of conventional processes (Tabe-Mohammadi et al., 2007). In recent times, membrane technology can eradicate NGLs, carbon dioxide, water, nitrogen, and hydrogen sulphide out of the gas streams. However, Membrane fouling frequently occurs at high driving force and there is an occurrence of concentration polarization (Handojoet al., 2019)
ii. The Turbo Expander Method
A high-energy gas is injected into a turbine, and as it expands through the turbine, it exerts a force on the blades and rotates the shaft while lowering the temperature and pressure. The shaft power generated by the natural gas extension is used to power a comparable turbine, rather than compressing gas later in the process. Although turbo expanders have massive equipment to further cool the gas and segregate the NGLs for shipping, they have a substantial cooling impact similar to the JT expansion method, where the gas is cooled as it expands. It was created in the 1960s and is one of the most innovative NGL recovery technologies. However, they require a huge capital investment, a large number of auxiliary equipment to function, and turbines embedded in turboexpanders require extensive and regular preventive maintenance (Qyyum, et al., 2018).
iii. The Supersonic Nozzle Method
The supersonic nozzle method works by deflecting a high-energy gas over a fixed curved blade, resulting in the formation of a vortex. A supersonic vortex can be created inside static equipment using a nozzle. The vortex tube was developed to improve the separation of natural gas and NGLs while lowering the cost and complexity of the operation (Qyyum, et al., 2018). The vortex tube can accomplish this while still retaining most of the the gas's pressure. The pressure drop of this model separation device is only of the gas's inlet pressure. The Twister TM is an example of a vortex tube, and it was developed by Shell and uses supersonic flow that has veins at the inlet to create a swirling motion in the gas. The supersonic nozzle method does not require extensive maintenance, gas pressure is sharply maintained hence no need for booster compressor, operations can be unmanned, equipment is competitive in terms of cost, and it is capable of processing both small and medium scale volumes of gas (Qyyum, et al., 2018), (Cao et al., 2019).
iv. Combined Heat and Power Systems
This is based on the use of a single fuel source to generate two types of power, lowering the system's production losses (Murugan et al., 2016). Cogenerations are a type of combined heat and power system (Jayakumar et al., 2016). The waste heat from a compressor engine is used to power a refrigeration unit that cools low-pressure gas. The 'Btus' produced as a by-product of combustion can be utilized instead of being released into the atmosphere by collecting the waste heat from a compressor engine. The attributed heat causes a refrigerant mixture to evaporate, which is subsequently distilled and employed in an evaporator to remove heat from the cold room. The combined heat and power systems use waste heat to provide power to the refrigeration system; they require a small amount of auxiliary equipment and support facilities, have low maintenance costs, can generate distributed power, are a well-established and advanced technology, and can be used in small and medium-scale gas utilization schemes (Murugan et al., 2016), (Jayakumar et al., 2016).
c) The Chemical Methods
i. The Lean Oil Absorption Method
The lean oil absorption method, regarded as a chemical approach since its development in the early 1910s (Qyyum et al., 2018), has undergone significant advancements over the years. Originally designed to absorb natural gas liquids (NGLs) from moist gas streams, this method has seen improvements in efficiency and equipment design, enhancing its viability in modern applications. The principal role of this process is to allow a moist natural gas stream to interact with lean oil, facilitating the absorption of NGLs. As NGLs are absorbed, the lean oil transforms into rich oil, which is subsequently delivered to a distillation tower for the separation of its constituents. To maintain process consistency, the separated NGLs are removed from the system, while the ethane, methane, and lean oil are recovered and cycled back through the process.
This procedure, however, requires substantial equipment and significant physical space, which can be a limitation in certain operational contexts. While alternative recovery methods exist that are more effective, efficient, and compact, the lean oil absorption method uniquely enables the extraction of both light and heavy NGLs, as well as non-hydrocarbon gases like nitrogen (Hassanean et al., 2016; A. A. Mohammed et al., 2016).
At a molecular level, the absorption process relies on the interaction between the gas and the liquid absorbent. The solvent selectively captures NGLs, with optimal conditions typically requiring specific temperatures and pressures to maximize absorption efficiency. The re-boiled absorber column, a critical component of this method, contains multiple trays that enhance the contact area between the gas and liquid phases, thus improving the extent of absorption (I. Torres Pineda et al., 2012).
In comparing the lean oil absorption method with other recovery techniques, it is essential to evaluate key parameters such as efficiency, cost, environmental impact, and scalability. For instance, turbo-expansion processes, while effective, may incur higher energy costs and require different infrastructure compared to chemical methods. Additionally, recent innovations in chemical recovery, including the development of advanced absorbents and enhancements in distillation technology, have improved efficiency and reduced operational costs.
The environmental and economic implications of chemical methods are also noteworthy. The use of large equipment can have a significant environmental footprint; however, advancements in technology have the potential to mitigate these impacts by optimizing equipment size and improving energy efficiency.
Given the increasing relevance of methane and NGL in today's energy landscape, this study focuses on optimizing the recovery of these valuable components through the use of plates in the absorption column. By enhancing the design and operation of the absorption process, this research aims to improve the overall efficiency of NGL recovery in gas processing plants.
ii. Comparisons, Advantages and Disadvantages of Each Natural Gas Liquids Recovery Methods
1. The Cryogenics Recovery Method
An external refrigeration process has the advantage of being a simple and a flexible process. However, this process occupies a large area, and the equipment involved in such systems is heavy with respect to other NGL recovery alternatives such as the turbo expansion process (Lokhandwala et al., 2000). The energy requirements are also considerable especially for the cascade arrangement where extremely low temperatures are required. In addition, 8 this process involves several pieces of equipment, which requires a high maintenance cost and a high utility requirement. Propane refrigeration becomes inappropriate for feed throughputs of less than 25 million standard cubic feet per day (MMSCFD) (Lokhandwala et al., 2000). For deep-cut recovery purposes, the amount of C02 in the feed must be as low as temperatures of the process can cause freezing of C02. In addition, if the feed gas contains a large number of inert components, the efficiency of process will be reduced due to the interference of the inert.
2. The Turbo Expander Method
The turbo expander is compact with a low weight and low space requirement compared with absorption equipment or external refrigeration systems. The operational as well as capital costs are relatively low
(Lokhandwala et al., 2000). These features make turbo expanders very attractive for an offshore plant. In addition, gas compression requirements on the plant can be reduced by energy recuperated from the gas expander. 10 Variation in pressure and composition of the gas can significantly affect the operation of the turbo expander (Lokhandwala et al., 2000). Another disadvantage of this process is the height ' required for the de-methanizer tower. The installation of an elevated tower is extremely difficult on offshore plants and could also present operational problems due to the common strong winds in the sea, especially in the Atlantic Canada. When ethane is not recovered, the height of the tower is reduced. Another drawback is the lack of tolerance to wet gas in the feed since it can damage the mechanical system. Nevertheless, a certain amount of liquid can be managed in the exit of the equipment. Another important limitation of the turbo expander is the elevated maintenance cost. In addition, the operation of this equipment represents a major issue in terms of safety.
3. The Lean Oil Absorption Method
This process is selective to propane, and a low ethane recovery is achieved. The process can be used for feed gases containing C02 since the minimum temperature within the process is above the freezing point of even pure C02-Inert gases in the feed gas do not interfere with the process of the absorption of the hydrocarbon and pre-treatment of the gas is not needed. This is also true for feeding gas with water. For offshore applications, the height of the distillation column must be restricted because the wind in the open sea can cause serious damage. Some areas are extremely windy, and this factor needs to be considered in the equipment design on the platform. In the case of associate gas treatment, this process is rarely used (Lokhandwala et al., 2000). There are also the possible environmental impacts of chemical use including spills, storage of virgin/waste oil, etc. For feed pressures below absorption systems operate well, but for higher pressures a dual pressure absorber column with high- and low-pressure sections is 12 required. Above the efficiency of the absorption system will be reduced. The efficiency of the absorption process is improved with rich gases. In the cases of lean gases solvent make up is required due to solvent evaporation. The absorption systems also suffer from the high-energy costs needed to run solvent circulating pumps and regeneration of oil.
4. Adsorption Method
An adsorption process requires an enormous amount of energy due to the regeneration process. In addition, the equipment involved is heavy and expensive, which is unattractive for offshore plants. Safety is a considerable issue for this process since the high temperature with the hydrocarbon solids could produce a fire or related accident.
5. The Membrane Technology Method
Membranes require smaller space and are relatively light, which are desired characteristics for offshore applications. In addition, membranes typically have lower installation, operation, and maintenance costs compared with other technologies. For example, the installed cost to treat 10 MMSCFD of lean gas (3.9 GPM, 1185 Btu/SCF) for a membrane system is 1.6 million. In addition, the relative processing cost (which includes capital cost) for membranes compared to propane refrigeration is 0.594 (Lokhandwala et al., 2000). Additionally, membranes are operationally simple and do not require additional separation agents. The principal operating cost is the replacement of the polymeric membrane element (Lokhandwala et al., 2000)
Another advantage of membrane is the flexibility of its operations. This means production 15 conditions can be modified, and the membrane process can be easily adapted to it. The membranes are arranged in modules, which can be orientated in horizontal or vertical positions. However, the membrane separation technologies are appropriate for small to medium production, around 10 to 100 MSCFD since beyond these values the cost is prohibit.
A comparative analysis of these recovery methods reveals key differences in energy efficiency, cost, environmental impact, and operational complexity. Table 3 summarizes these parameters:
| Method | Energy Efficiency | Cost | Environmental Impact | Operational Complexity |
| Turbo-expanders | Moderate | High | Moderate | High |
| Lean oil absorption | High | High | Moderate | Moderate |
| Cryogenic refrigeration | High | High | Higher emissions | High |
| Joule-Thomson Process | Moderate | Low | Lower emissions | Low |
| Ammonia refrigeration + CHP | High | Moderate | Lower emissions | Moderate |
iii. Historical Context and Advancements
The historical context of refrigeration methods is valuable for understanding their evolution. Over the years, technological advancements have significantly improved the efficiency and reduced the costs associated with these methods. Recent studies by Inguscio et al. (2022) and Qyyum et al. (2018) highlight current trends and innovations in NGL recovery, showcasing how modern technologies are reshaping the landscape of natural gas processing.
iv. Environmental and Economic Considerations
The environmental and economic implications of each recovery method are critical to assess. For instance, various refrigeration techniques impact greenhouse gas emissions differently. Methods that require less energy and fewer chemicals, such as the JT process and ammonia refrigeration combined with CHP, tend to have a more favorable environmental profile and cost-effectiveness, making them attractive options for NGL recovery.
III. CONCLUSION
The market for natural gas is rapidly expanding, establishing it as a vital source of energy worldwide. As a cleaner-burning fuel compared to other fossil fuels, natural gas minimizes environmental impacts, making its recovery and utilization increasingly important. This research highlights the significance of Natural Gas
Liquids (NGLs), which are primarily composed of methane and heavier fractions, serving as essential feedstock for petrochemical processes and as fuel for industrial and domestic applications.
The recovery of NGLs is typically conducted at onshore oil and gas operations, where space and weight constraints are less critical. However, the limited space on offshore platforms presents unique challenges for NGL recovery. In the Newfoundland and Labrador Offshore, associated gas is often re-injected and used for power generation, with some gas flared due to the difficulties associated with storage and transport in this remote location. Given that this associated gas contains high levels of NGLs, recovering them presents both economic and environmental opportunities.
This research provides a comprehensive review of various NGL recovery methods, including turboexpanders, absorption, adsorption, external refrigeration, and membranes. The comparison reveals that while each method has its advantages and disadvantages, membrane technology stands out as a feasible and efficient option for NGL recovery. Membranes offer several benefits, such as lower energy consumption and reduced environmental impact, particularly when compared to conventional methods like absorption and external refrigeration.
The implications of these findings for the natural gas industry are significant. Implementing membrane technology in offshore platforms could enhance NGL recovery, improve economic efficiency, and reduce environmental footprints. Future research should focus on optimizing membrane systems for offshore applications, exploring advancements in materials and designs that could further enhance performance and reliability.
In conclusion, the future prospects for NGL recovery technologies, particularly membrane processes, are promising. Continued innovation in this field may address current challenges, making NGL recovery more viable and sustainable in offshore environments. This study underscores the importance of prioritizing NGL recovery as a means to meet rising energy demands while promoting environmental stewardship.



